Ball and spring detent: a positional click in a notch
There is a small, very concrete pleasure in turning a knob and feeling it drop into place. That crisp click tells you, without looking, that you're on a position, not between two. That's a detent, and its entire mechanism reduces to three parts: something elastic that pushes, a follower that sticks out, and a notched track the follower drops into. Done right, it gives you discrete, repeatable positions with tactile feedback and no permanent lock: you advance to the next step when you want to, not when the part chooses to release. Done wrong, the clicks flatten out after a few hundred cycles, or the knob wanders off its position on its own. And almost everything separating those two versions lives in the angle of a notch and a few tenths of a millimeter of clearance.
The notch turns a constant force into a holding torque
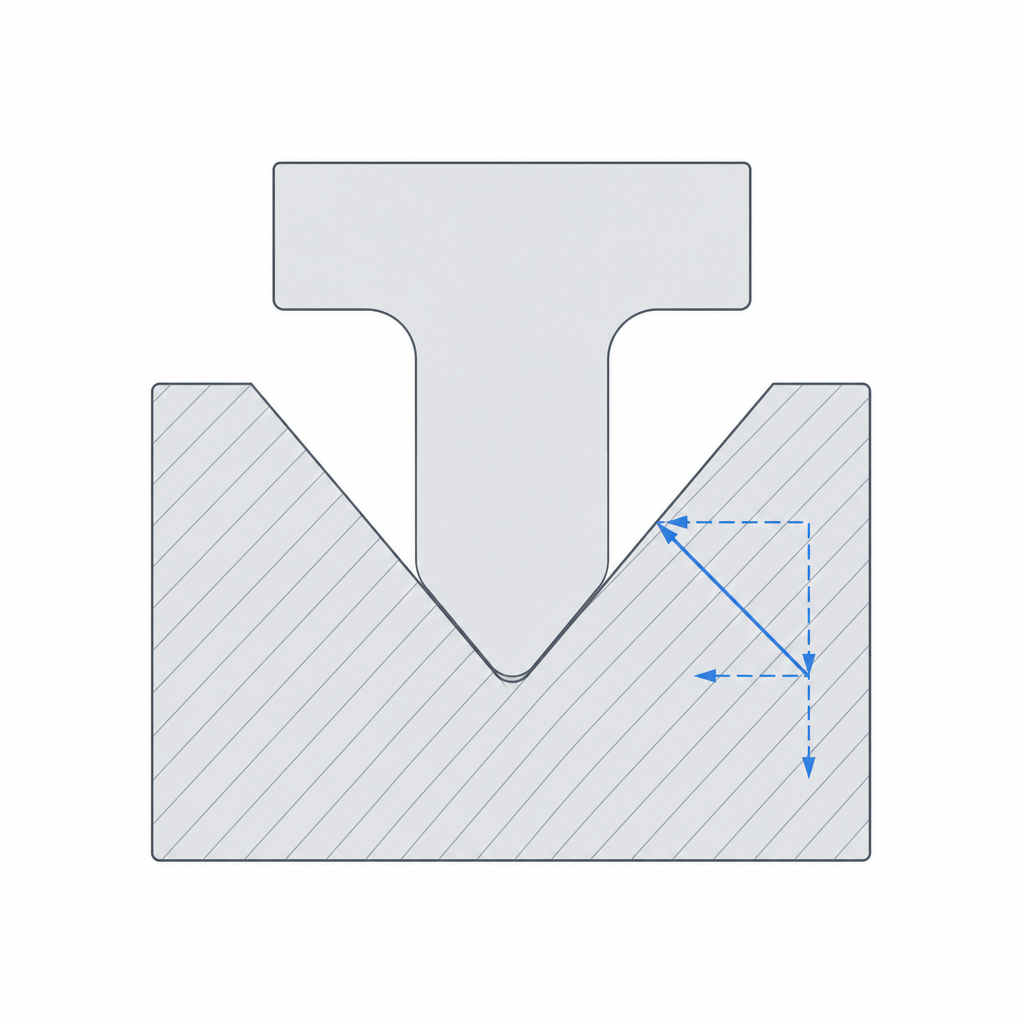
The elastic element — a spring with a ball, or a printed tab that acts as spring and follower at once — always pushes with a roughly constant force against the track. What changes with position is not that force, but where it points. When the follower sits over a smooth stretch of track, the force is purely radial: it presses against the surface, but has no component that opposes turning or sliding. The moment the follower lines up with a notch, it drops into it, and the inclined flanks redirect the force. Now part of it pulls tangentially, toward the bottom of the notch, and that is what creates the holding torque: to move the follower again, you have to push it back up the flank, compressing the spring until the follower emerges onto the smooth track once more.
That's the whole kinematics. The detent doesn't "grab" anything: it turns a constant radial force into an energy barrier you have to clear to change position. The height of that barrier — the force you feel in your fingers as you jump from one step to the next — is set by the spring force and the notch geometry. There is a third factor, easy to forget in a rotary detent, and it is first-order: the radius of the notch track. What holds is a torque, and a torque is force times moment arm. Two knobs with identical spring, angle, and depth, but different track radius, resist very different holding torques: the farther from the axis the notch runs, the harder it is to pull the follower out of it. If you size a knob and the retention comes out weak, before stiffening the flank, check whether you can move the notches to a larger radius.
The flank angle decides the feel; the depth decides whether it holds or locks
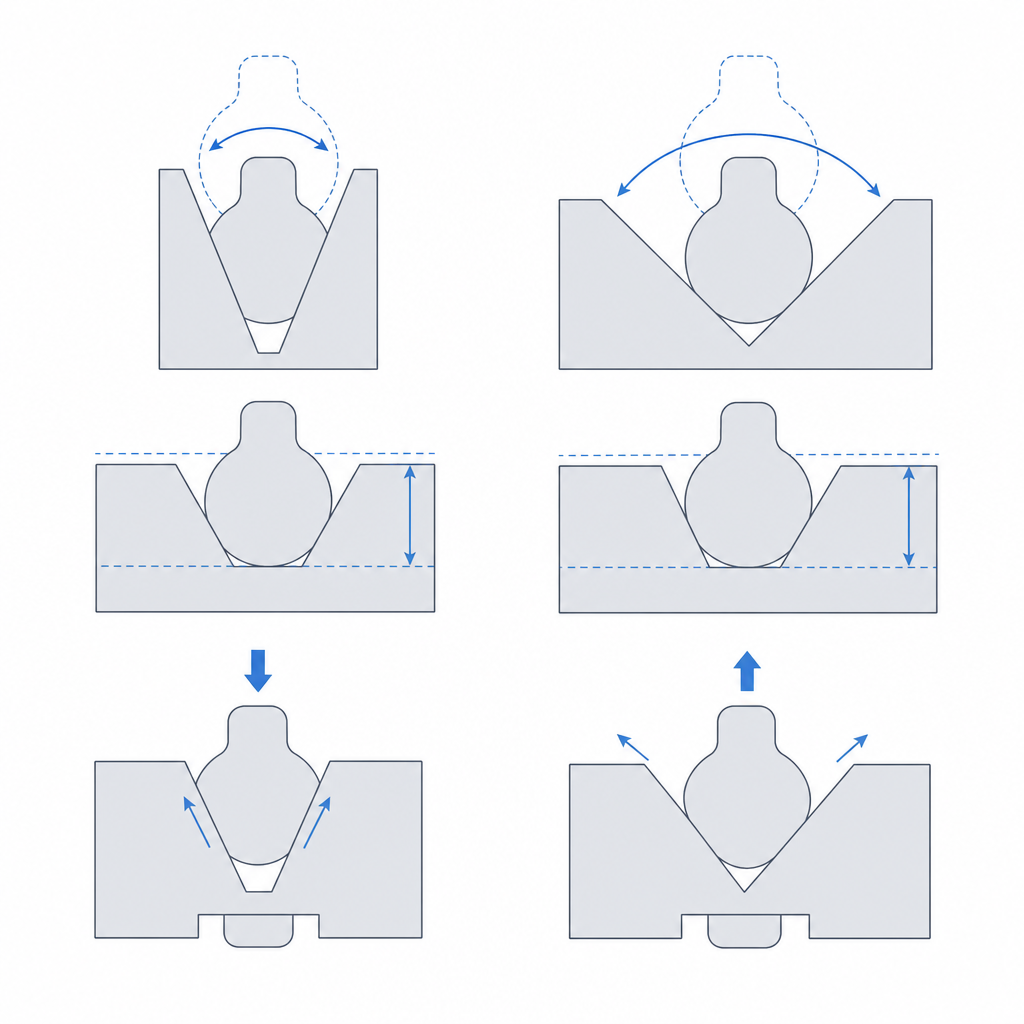
It's worth separating the two notch dimensions because they do different jobs, and it's worth pinning down first which angle we're measuring: here we mean the included angle of the vee, the one the two flanks form between them. The flank angle controls the feel. An open vee — a large included angle, on the order of 120°–150°, with flanks lying shallow relative to the track — lets the follower climb out with little tangential force: the transition is soft, the knob moves from position to position almost without your noticing it. A closed vee, with flanks near vertical, forces you to overcome a much larger tangential component to pull the follower out: the click is firm and crisp, and the retention at each step is high. Between those two extremes you're literally choosing the feel of your knob, and it's a design decision, not an accident: a mode selector wants firm flanks so no one leaves it halfway; a wheel you'll spin many times in a row wants soft flanks, so it doesn't punish your thumb.
With depth the story changes, and it's the one most often neglected. A notch only slightly deeper than the follower's overlap with the track gives you retention without the follower bottoming out: the detent works against the flanks, which is where it should. Make it too deep and the follower drops all the way to the bottom and seats there; then you're no longer holding against an inclined flank you can climb, but instead resting in a cavity that holds far more than it should, and in the worst case you turn the detent into a lock. The rule of thumb is that the notch should be barely deeper than the follower overlap: just enough for the flanks to do their job and nothing more.
The number of notches is simply the number of positions. Three notches, three stops; twelve, a twelve-step knob. The only thing to watch here is not packing them so close that their flanks run into each other: if the pitch between notches is less than the follower width plus its ramps, the follower never seats cleanly in any of them and you lose the definition of each click.
| Notch dimension | What it controls | If you overdo it |
|---|---|---|
| Included angle of the vee (closed ↔ open) | The feel and the jump force | Near-vertical flank: hard to jump, wears sooner |
| Depth (≈ follower overlap) | Holds without bottoming out | Very deep notch: the follower locks — no longer a detent |
| Number of notches | The number of positions | Notches too close: flanks run together and the click blurs |
| Track radius (in rotary detents) | The moment arm of the holding torque | Short radius: weak torque even with a firm flank |
Printed spring or metal coil: two paths, two cautions
You have two ways to make the elastic side, and each brings its own problems.
If the spring is printed — a cantilevered tab that flexes each time the follower climbs a notch — you're printing a spring, and a plastic spring is being asked to do something hard: bend thousands of times without exceeding its elastic limit even once. That means you have to give it length. The physics is cantilever-beam physics: for a given tip travel — how far the tip must move aside, that is, the notch overlap — the maximum strain appears in the outer fiber at the root, and it works out to roughly ε ≈ 3·t·δ / (2·L²), with t the arm thickness, δ the tip travel, and L the length. Read it this way: strain grows linearly with thickness and falls with the square of length. That's why lengthening the arm pays off twice as much as thinning it does: doubling L divides the strain by four, while halving t only divides it by two. A short tab concentrates all the travel in a root working at its limit and, with cycles, loses force or snaps; a long one spreads the same travel over much more arm, so each fiber works little and the spring survives.
And print orientation is decisive, because a flexing tab is exactly the case where FDM punishes you. It has to be printed lying flat, in the same plane it bends in, so that the tension face of the arm — the fiber that stretches as it flexes — runs along the beads, within a layer, and not across the bond between layers. If you print it on edge, with the layers stacked in the direction the arm bends, flexing peels one layer from the next and the spring delaminates, often before you even notice it was working. Layer orientation for motion develops why that bond between layers is the weak plane and how to orient around it.
If you use a metal coil with a ball — a real detent, the catalog kind — the plastic no longer acts as the spring and you spare yourself the fatigue, but you take on a housing problem instead. The ball and spring live in a blind pocket, and the key is that the mouth of the pocket retains the ball while letting it protrude only just enough: the overlap you want against the track and not one tenth more. If the mouth is too open, the ball escapes, with the spring behind it; if it protrudes too far, the follower hits early and the detent works poorly. Bedding that hardware in properly has its own discipline of recesses, depths, and retention, and you'll find it in Embedded hardware: magnets, bearings, and inserts.
Clearance is what separates a detent from a seized mechanism
A detent has two motions that coexist: the follower drops into and climbs out of notches along the direction of the force, and the track turns or slides relative to the follower along the direction of travel. That second motion needs its own clearance, and it's easy to forget because all your attention is on the notch geometry. If the notch track and the part following it run too tight in their guide — the knob shaft in its hole, the carriage on its rail — the assembly seizes from guide friction before the detent even comes into play, and then you don't feel clicks: you feel a knob that's hard to turn and that defines no positions. That guide clearance is sized like any other sliding fit. It's the same calculation: start from the gap per side, not per diameter, accounting for the printer closing holes and fattening shafts. Tolerances for moving parts has the starting numbers and why the gap you draw isn't the one that comes out.
The notch clearance proper is the one we saw when talking about depth, but seen now as a fit: the notch has to be barely deeper than the follower overlap. Too much vertical clearance and the follower won't seat — the click blurs; too little, or a notch so deep it acts like a pit, and you go from holding to locking. The detent lives in a narrow band between those two failures, and that band widens or narrows with your printer's calibration: if your notches come out consistently tighter than you draw them, you'll feel it as clicks harder than expected.
On top of this comes dry friction, which in plastic against plastic is high and variable. It's not a finishing detail: it introduces hysteresis — entering and leaving the notch costs more than pure geometry predicts — and it sets the pace of wear. A little dry lubricant (PTFE or graphite) on the track smooths the feel and extends flank life; what you must not do is compensate for a sticky guide by stiffening the spring, because then you accelerate the wear of the whole assembly.
Where it shines and where it fails
The detent is the right answer whenever you want discrete positions with tactile feedback: indexed wheels, knobs with defined stops, hinges that hold at fixed angles, slides with intermediate stops. Any control where the user must feel with their fingers — without looking — that they've reached one position and not another. It's removable and repositionable by nature: unlike a permanent snap or a press fit, it's meant for you to cross from one state to another as many times as you like, and that's exactly its point.
Its failure modes are those of plastic working repeatedly, and it's worth having them in front of you when sizing. The first is notch wear: every time the follower climbs a flank, it files it a little; with steep flanks and many cycles, the edges round over and the firm click of day one flattens into a vague bump. When the follower is a steel ball on a printed track, there's a faster, more brutal mode: the hard ball indents the soft plastic — plastic deformation from contact, not abrasion — and gouges a groove in the notches, which flatten long before any edge rounding shows. If you're going to use a metal ball, account for it when choosing material and depth: PETG or nylon resists that grooving better than PLA does. The second mode is fatigue or creep of the printed tab: the plastic spring, cycled or preloaded, loses pushing force over time, so even if the notches stay sharp, the follower no longer drops with the energy it used to, and the retention softens. The third is the most treacherous because it's by design, not wear: retention too weak from the start — flanks too soft, overlap too small, or track radius too short — gives a knob that jumps position on its own — from vibration or a stray touch — and that doesn't improve with use: it was mis-sized from the very first click. Between wear and unintended jumping, you have the two extremes of the trade-off; the flank angle is the lever that balances them.
If what you need is not to mark steps but to hold two parts with a grip that lasts, you're solving a different problem now: you'll find it in Tolerances for moving parts, where the same physics of printed clearances decides when a joint slides, positions, or stays fixed.