Leaf and cantilever springs: the most reliable FDM spring
When you need a part to push, grip, or return to its place, the first instinct is to print a coil spring. That is almost always the wrong path. A printed coil stacks its layers in the worst possible direction, delaminates by the third cycle, and loses force without warning. The spring that actually holds up in FDM has no coils: it is a plain cantilever beam, a leaf that flexes and springs back. It is the most robust geometry you can ask a printer for, and it is what underlies every snap-fit, every button, and every elastic clip that works. The whole craft is in understanding what governs its force and in getting the section and the layer orientation right.
Geometry sets the force, not the material
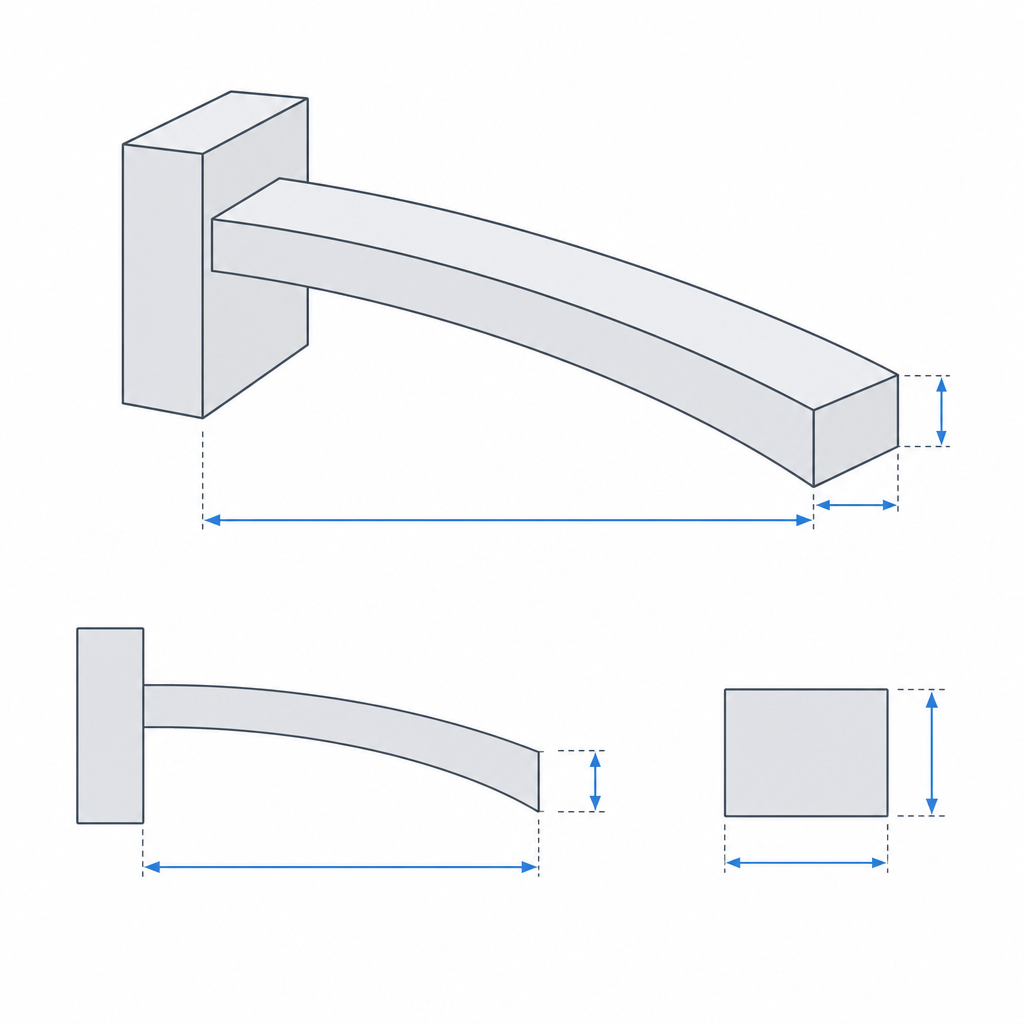
Within its elastic range, a cantilever beam behaves like a linear spring: the force it returns is proportional to how far you deflect the tip. The relation is F = 3EI·δ / L³, and it pays to read it term by term, because each one is a distinct design lever. δ is the deflection, how far you push the tip aside; E is the material modulus, the material's intrinsic stiffness; L is the length of the arm; and I is the section's moment of inertia. For a rectangular leaf, I = b·h³/12, where h is the section dimension measured in the direction the leaf flexes and b is the width perpendicular to that flexing. The distinction is not a technicality: h is the thickness the arm bends through, not necessarily the thinnest dimension of the part.
Those exponents are all the elastic behavior you need. The thickness h enters as a cube through I: double it and the stiffness goes up eightfold. The length enters as a cube in the denominator: double the length and the force drops to an eighth. The width b, by contrast, scales the force only linearly: double it and you double the force, no more. So you have three cranks of very different character, and the two cubic ones are brutal — a tenth of a millimeter of extra thickness stiffens the arm far more than you expect.
The material is another story. Switching from PLA to PETG does move E significantly — PLA runs about 3.0–3.5 GPa, PETG about 1.7–2.1 GPa, nearly half as stiff — but it moves it only linearly: the force drops by that same proportion and stops there. Geometry scales as a cube; the material does not. That is why geometry is the dominant lever, and the rule is clear: tune the force with length, thickness, and width, not by picking a different material. You choose the material for how it fails, not for how hard it pushes.
Spread the stress: variable section and curved axis
A straight leaf of constant section that flexes has a distribution problem. With the load at the tip, the bending moment is M(x) = F·(L−x): it grows linearly toward the fixed end and is maximum at the root. The entire outer fiber at the fixed end works at its limit while the tip barely works at all. The part reaches its breaking stress at a single point — the root — long before the rest of the material is being used, and that is where it snaps.
The proper fix is to vary the section along the arm: wider or thicker at the root, tapering toward the tip. If the section follows the moment, the stress evens out along the whole arm and no point is left as a bottleneck. This is the principle of the beam of equal strength, and it is why a car's leaf spring is a pack of leaves of decreasing length rather than a single bar: the stepped shape spreads the stress. When you need a large travel or a high force in a small space, widen the root before you thicken the whole arm.
Curving the axis is a different tool, and the two are worth keeping distinct. Curving the leaf's axis does not, on its own, redistribute the bending moment — that is still maximum at the root, whether the axis is straight or curved. What the curve contributes is geometry to accommodate a large displacement: a C-clip or an open ring that deforms a lot uses the curvature to spread that displacement over more length of material and, in specific cases, to lower the peak stress — though not as a general rule. Use the curve when the kinematics demand a lot of travel; use the variable section when you need to make the most of the material.
When to choose the leaf
The leaf spring offers the most reliable return and elastic grip you'll get in FDM, and it is worth keeping as your default. The arm of any snap-fit is exactly this cantilever beam: the ramp pushes, the arm flexes, the hook clears the ledge, and the arm springs back — the mechanics of Snap-fits that won't release obey this same equation. A button is a leaf that yields under your finger and recovers when you let go. A clip that hugs a tube is a pair of cantilevers that open and close again. A trigger relies on the same return.
The practical heuristic is this: whenever a flat cantilever can replace a coil spring, replace it. The printed coil is tempting because it copies the metal spring you have in your head, but it drags along every weakness of FDM at once — thin coils, overhangs, badly oriented layers — and performs far below what its shape promises. The leaf does the same job with a geometry the printer actually knows how to build well.
Print it flat, with the layers running along the arm
This step decides whether the spring lasts or snaps on the first cycle, and it is pure FDM. The part is anisotropic: strong along the beads, weak between layers, where only the adhesion of one layer to the next holds it together. The leaf has to be printed flat in the XY plane, with the layers aligned along the arm, so that when it flexes the outer fiber works in tension and compression within each layer, following the beads, rather than pulling on the bond between them.
If you print it on edge — with the layers stacked in the direction the arm is going to bend — every flex pulls directly on the interlayer weld. The outer fiber at the root, right where the stress is maximum, then coincides with the weakest plane of the part, and the arm doesn't fail by bending the material — it delaminates, splitting open between two layers like a clean crack, often on the very first assembly. It is the same orientation trap that governs any part that moves, and Layer orientation for motion covers it in full: the layer plane decides which way the weakness points.
The three failure modes and how to avoid them
A leaf spring fails in three ways, and each has its own countermeasure. The first is fracture or fatigue at the root from excessive stress. It shows up when you ask for too much deflection, when the arm is too short or too thick for that travel, or when a sharp corner concentrates the load. The defense is to keep the outer-fiber strain comfortably within the elastic range. The maximum strain at the root of a straight cantilever is approximately ε ≈ 1.5·h·δ / L², and a reasonable practical target is to stay below ~1% for PLA, and to allow somewhat more for PETG or nylon, which stretch a good deal more before yielding. Plug your thickness, your deflection, and your length into that expression before you print: if the number gets close to the material's limit, lengthen the arm or thin it. PLA is the most exposed here — stiff but brittle, with little elongation before it breaks — so its margin has to be more conservative. Working at the limit is betting that the most stressed bead doesn't have a single defect.
The second is delamination, already covered: layers perpendicular to the flexing, an arm that comes apart between layers. It is not a matter of force but of orientation; a well-sized arm printed on edge fails just the same.
The third is the most treacherous: creep. If the leaf stays deflected permanently — pre-tensioned at rest, mounted under constant load — the loaded plastic flows slowly and relieves the stress that was keeping it taut, and over weeks, the spring loses force without breaking. PETG and nylon, more viscoelastic, are the most prone to creep; PLA holds position better, but only at moderate room temperature — its Tg runs around 55–60 °C, so a pre-tensioned PLA spring relaxes just the same near a heat source, in a car in the sun, or in midsummer. The design defense, when the function allows it, is for the spring not to be pre-tensioned at rest: let its relaxed shape be the shape it holds in service, so that it only works when you actually actuate it. There are functions where that isn't possible: a clip that hugs a tube or a permanent snap-fit live, by definition, under sustained load. There the countermeasure is different — pick a less viscoelastic material, lower the interference and with it the sustained stress, or accept the relaxation and size for it. It is the same creep that loosens a press-fit months after assembly — the failure Interference without cracking details.
| You want… | Touch… | Why |
|---|---|---|
| More / less force | Length (cubed) | scales strongly and lowers root stress when lengthened |
| Big force change | Thickness h (cubed) |
scales just as strongly, but thinning raises the stress |
| Fine force tweak | Width b (linear) |
scales gently without touching root stress or travel |
| Make the most of the material | Variable section (wide root) | evens the stress along the arm |
| Accommodate large travel | Curve the axis | spreads the displacement, lowers the peak stress |
| No delamination | Layers in XY along the arm | flexing works within the bead, not between layers |
| No break at the root | Radius ≈ half the thickness | removes the stress concentrator |
| No loosening over time | Free shape, not pre-tensioned | avoids creep under sustained load |
It is a reference mechanism for one reason: reliability. When in doubt between a printed coil and a cantilever, choose the cantilever, tune the force with geometry, and validate the fatigue life with real cycling — actuate it, or assemble and disassemble it, as many times as it will see in service. For a single-use snap-fit, a few operations are enough; for a button or a clip in repeated use you have to reach the tens or hundreds of thousands of cycles it will actually see, because that is where root fatigue shows up. A test at the real cycle count tells you more than any calculation. And when that cantilever carries a hook at its tip and you have to decide whether the joint should open again or close for good, the hook geometry is the subject of Snap-fits that won't release.