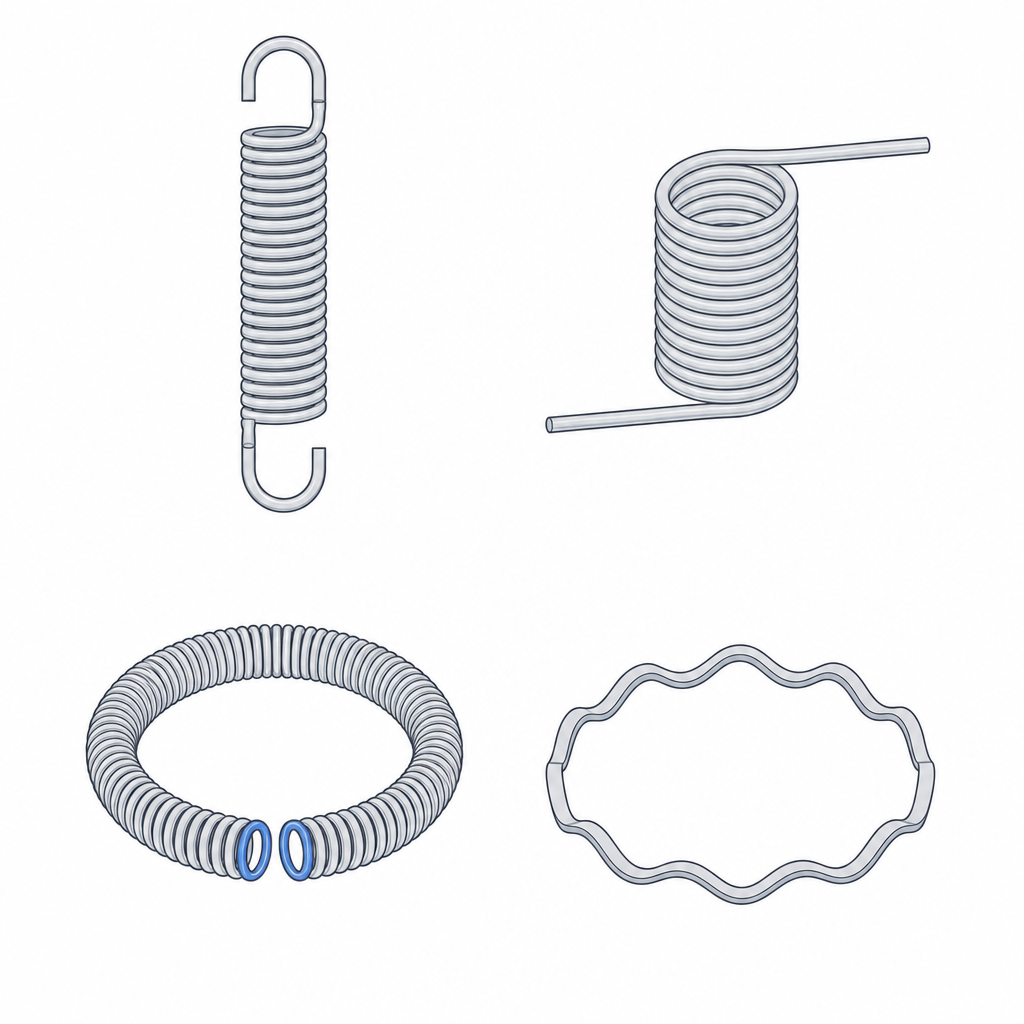
Coil spring variants: extension, torsion, garter, and wave
The helical compression spring—the one you squeeze and that pushes back along its axis—is the first that comes to mind, but it's only one of four. The same wire helix, by changing where you grip it and how you load it, gives you a linear pulling force, a return torque, a radial pressure that cinches a ring, or an axial push in a fraction of the height. These aren't four different springs; they're the same elastic principle applied along four loading directions. Knowing which one to use means knowing which direction you need the stored energy to come out—and—this is what really decides the design in FDM—knowing where each one will break when you print it in plastic.
Four load modes, four force directions
Start with the kinematics; that's what separates the four variants, before any number comes into play.
The extension spring loads its coils in tension: you stretch it and the spring pulls back in a straight line. The helix is wound tight, with the coils in contact and an initial preload: it doesn't give until the load exceeds that preload, and only then does it start to lengthen linearly. Don't be misled by the picture of the wire "opening up": inside the coil the fiber works in torsion, just as in a compression spring. To hook the force onto something it needs end hooks at both ends, and that's the problem built into the whole variant: the hook is a closed curve where stress concentrates far more than in the body of the coils. It's a stress concentrator by geometry, not a manufacturing defect.
The torsion spring works around its axis, not along it: you twist it about its own axis and it returns an angular torque. Its ends aren't hooks but legs or arms that push in the direction of rotation. It's the spring of return hinges and clothespins: it stores energy by being twisted and releases it as it closes an angle. Here the wire fiber works in bending—not in torsion as the extension spring does—and that bending crosses the coils transversely to the helix.
The garter is an extension spring whose two ends have been joined into a closed ring: one hook loops into the other. Closed into a hoop, it no longer pulls in a straight line; it squeezes inward evenly over nearly the whole circumference. That distributed radial pressure is exactly what you want around a rotating shaft to keep a seal lip in contact, or as a clamp that self-adjusts. The useful force is neither linear nor angular: it's a radial compression onto whatever it surrounds. The weak point is precisely the splice of the two ends, a zone of different stiffness where the pressure stops being uniform and where a printed garter would fail first.
The wave spring is the one that strays furthest from the rest: a flat strip formed into a zigzag, or a ring with alternating crests and valleys, that delivers axial force like a helical compression spring but in a fraction of its height. Where a helix or a Belleville won't fit, a wave gives you the same push in a few millimeters of stack. You pay for that compactness with a short travel; you tune the stiffness of the force-deflection curve with the number of waves and turns, so the response is neither inherently stiff nor soft—it's whatever you design it to be. When the constraint is the available height, there's no more compact alternative.
| Variant | How it's loaded | Useful force | Typical application |
|---|---|---|---|
| Extension | Coils in tension | Linear, pulling | Returns that pull |
| Torsion | Twist about the axis | Angular torque | Return hinges, clothespins |
| Garter | Closed ring in tension | Radial | Seals, clamps |
| Wave | Axial compression | Axial, low-profile | Preload where there's no space |
Choose the variant by the direction you need the energy
The design question isn't "which spring is stronger" but "which direction do I want the force to act when it's released." That single decision rules out three of the four.
If the return has to pull—a gate that springs back to position, a tensioner that takes up slack—you want linear tension, and that's an extension spring, with the hook penalty discussed below. If what returns is an angle—a hinged lid that closes on its own, a clip that snaps shut—you need a return torque, and that's the torsion spring: you mount it preloaded on the pivot axis and it pushes the angle closed. If the job is to squeeze around something cylindrical—holding a seal lip against a shaft, cinching a sleeve—the garter's radial pressure is the only thing that spreads the contact over the whole circumference; a linear spring would clamp at one point and let it leak on the opposite side. And if the problem is that there's no height for anything helical but you still need axial preload, the wave gives it to you in the thickness of a few beads.
They aren't interchangeable. Forcing an extension spring to act as a garter gives you clamping on one side; using a helical compression spring where only a wave will fit simply won't fit. Each variant exists because it solves a force geometry the others don't cover.
In FDM, every variant inherits the helical spring's weaknesses—and amplifies them
This is where plastic changes the conversation. A printed helical spring is already delicate: the wire is a stack of beads fused together, weak at the bonds between layers; under sustained load it creeps and loses force over time. And the cross-section is decisive: below a wire diameter on the order of 1.5–2 mm you don't have several beads of width, so the wire depends on a single bond line and delaminates on the first serious cycle. All four variants share these problems—delamination and creep—and each adds its own at the point where it concentrates stress.
The extension spring is the worst candidate to print. Its end hooks are exactly what FDM handles worst: a closed, heavily loaded curve that, if you orient it badly, leaves the tension pulling across the layer planes. Lay the spring down with its axis parallel to the bed and the plane of the hook stays reasonably aligned with the layers; stand it up and the hook breaks by delamination before the body of the coils has even started to carry load. The torsion spring bends its coils transversely to the helix, so the wire's bending crosses the layer lines instead of following them. Orienting the layers so the wire works along the beads, and not across them, makes the difference between a return that lasts and one that fails on the third cycle.
The garter depends on maintaining a constant radial tension throughout its service life, and that's what the creep of the plastic takes away: the printed hoop relaxes, loses radial clamping fast, and stops sealing. The wave is the one that fits the process best—it's flat geometry, with no hooks or closed helix—but don't get complacent: if you print it lying down, the crests and valleys flex across the layers right at their vertices, which are the weak plane. Its advantage is having no hooks, not being free of delamination. On top of that, its short travel makes it very sensitive to dimensional error: a few tenths more or less in the thickness changes the force noticeably.
In all four cases, the layer orientation decides the failure mode, for the same reason as in any part that flexes: the peak stress must not coincide with the weak plane between beads. You'll find the full criterion in Layer orientation for motion; here it's enough to remember the rule that the wire must flex following the beads, never peeling them apart.
Material, orientation, and—when force has to be real—embedded metal
With the variant chosen and the orientation clear, two material decisions remain. The first is obvious: a printed spring needs a filament that deforms before it breaks. PLA, stiff and brittle, is the worst for any of these four variants; PETG and, above all, nylon stretch much more and tolerate the cycles without cracking, especially at the hooks of the extension spring and in the flexed coils of the torsion spring. TPU stretches enormously, but it has very high creep and a very low modulus: it works for a low-modulus, large-travel flexure, not for a spring that has to return torque or tension with authority. And not even the most elastic material spares you from creep: under constant load the plastic gives way slowly and the spring loses force, and that disqualifies the garter, which lives precisely on maintaining a constant pressure.
The second decision is recognizing when the plastic has nothing more to give. For reliable, sustained force—a return that has to pull year after year, a hinge torque that can't relax, a seal that can't loosen—the honest answer isn't to fine-tune the printed geometry: it's to embed the equivalent metal spring and let the plastic act only as a housing and guide. A commercial steel extension or torsion spring, seated in a printed pocket made to its size, gives you the stable force-deflection curve that no PETG helix sustains over time. How to capture that metal in the part—print pause, custom seat, retention—you'll find in Embedded hardware: magnets, bearings, and inserts.
Deciding between printing the spring, replacing it with a cantilever, or embedding the metal comes down to orientation and hardware: how you have to stack the layers so the part flexes without delaminating, and when it's worth letting a commercial component do the elastic work. Those two decisions are covered in Layer orientation for motion and Embedded hardware: magnets, bearings, and inserts.