Metamaterials: auxetics, origami, gyroid, and tensegrity
Some structures behave as if they were made of a material that doesn't exist: they widen when you stretch them, unfold a surface ten times larger than their folded volume, swallow an impact without passing it through, or stand rigid without their parts ever touching. The plastic doesn't do this — it's the same old PLA or TPU — the geometry does. In a metamaterial the shape is the function: the cell pattern sets Poisson's ratio, the directional stiffness, the energy it dissipates, or the way it folds, and the material only supplies the elastic limit within which that pattern can work. That's why they're natural ground for FDM, which knows how to make intricate geometry almost for free. And that's also why nearly all of them fail at the same point: a living hinge oriented wrong, a cell too fine for the nozzle, or a tie that relaxes over time.
Auxetics: widen when stretched
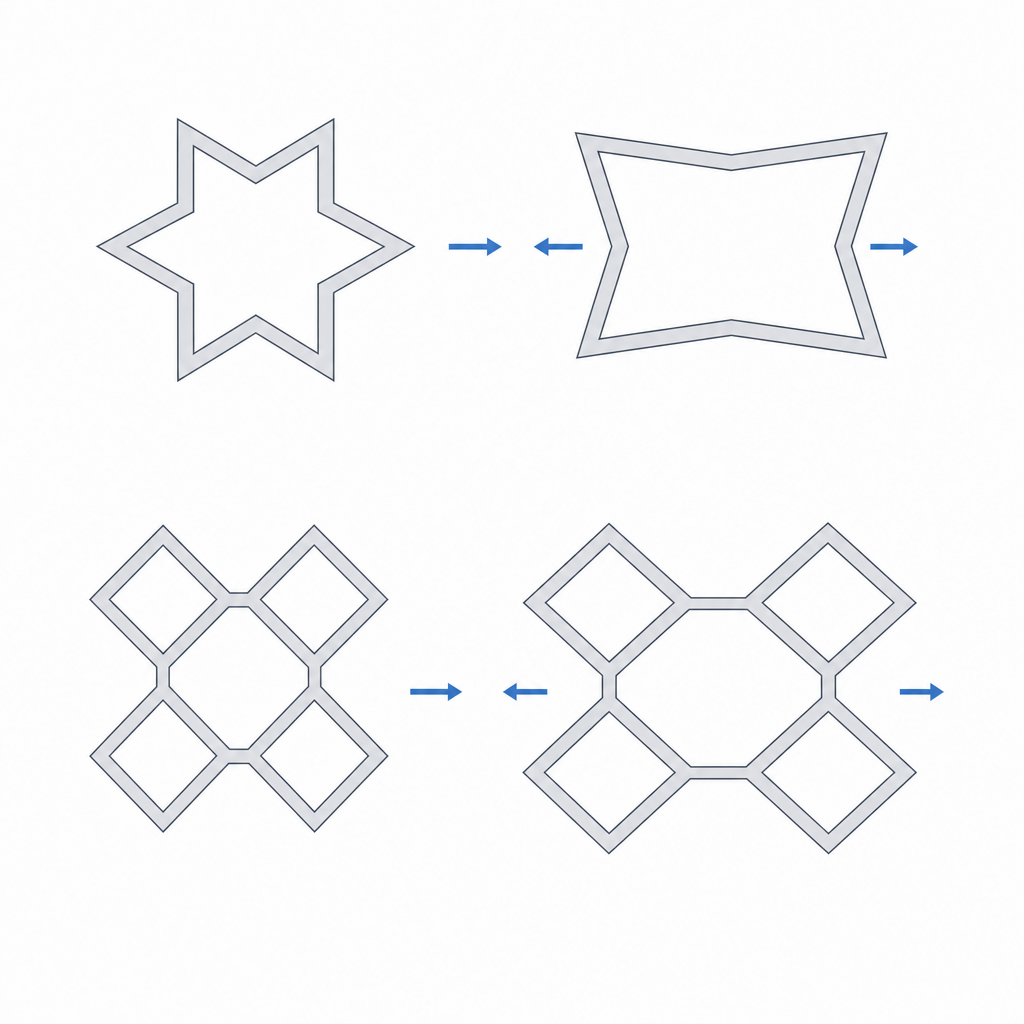
When you stretch an ordinary material, it gets thinner: pull it lengthwise and it narrows across. Poisson's ratio measures that relationship — strictly, the negative of the transverse strain divided by the axial strain — and in almost every everyday material it is positive: the axial dimension grows, the transverse one shrinks. An auxetic does the opposite: stretch it and it widens, a negative Poisson's ratio. It's not material magic, it's cell kinematics. The classic form is the re-entrant cell, a sort of arrow, or a hexagon with its vertices pushed inward instead of outward. When you pull on the whole array, those re-entrant vertices unfold by rotating about their junctions, and as they open they push the neighboring cells out to the sides. Axial elongation turns into lateral expansion by the pure geometry of bars and joints. The rotating variant — rigid squares or triangles joined at their corners — does the same thing another way: the polygons don't deform, they rotate, and as they rotate they push their neighbors apart in both directions at once.
Out of this come properties no conventional solid offers. An auxetic pad, loaded and stretched under a curved shape, tucks itself underneath and wraps around it instead of fleeing to the sides. An auxetic anchor, pulled along its axis, widens against the walls of the hole and grips harder the harder you pull — up to the range where its hinges bottom out or yield; it isn't an unlimited grip. And under indentation the material densifies right beneath the indenter: as it compresses in the direction of the blow it also contracts transversely, the local density rises and with it the resistance to penetration, instead of moving aside and letting the tip through. The key to fabrication is understanding what the cell does when it deforms: it doesn't stretch the plastic, it flexes its junctions. All the kinematics live in tiny hinges at the vertices, so a printed auxetic is, at bottom, a flat lattice full of living hinges working in repeated bending. Design them with their fillet radius and orient them so they flex in the plane of the layers, not between them. The reason is the same as for any flexure, laid out in Layer orientation for motion. A re-entrant hinge that delaminates on the third cycle takes the whole pattern's magic down with it.
Printable origami: the fold is a living hinge
Structural origami uses a crease pattern to turn a sheet into a volume, or one motion into another. The Miura-ori folds a large surface into a flat packet and unfolds it by pulling on a single corner, with the whole pattern moving together. The waterbomb collapses toward a point and serves as a base for folding domes and actuators. The Kresling, the most interesting mechanically, couples a twist with an axial extension — twist the ends and the tower grows or shortens — but that coupling is strongly nonlinear and often bistable, with an abrupt jump between states, so don't mistake it for a linear lead screw: it does convert twist into travel, yes, but in jumps, not proportionally.
In paper the folds are free. In FDM there is no fold: you have to fabricate the joint, and you fabricate it with a living hinge at each valley and mountain line, a thin band of material that flexes while the panels on either side stay rigid. That moves the whole problem down to two numbers: the band thickness and the layer orientation. Too thick, and the fold won't bend: it fights you. Too thin and it tears or won't survive the cycles. And since all the bending lives there, the band has to be printed with its beads running along the fold, not across it: if the layer line crosses the hinge, every bend pulls on the inter-layer adhesion and opens it like a crack. It's the same reasoning, carried out to a full pattern, that governs any box printed flat and raised by its folds. Distinguish valley folds from mountain folds too when you orient the part: two hinges that bend in opposite directions don't tolerate the same band profile, and the pattern only unfolds clean if both flex in their good plane.
Gyroid and TPMS lattices: infill with direction
The gyroid belongs to the family of triply periodic minimal surfaces (TPMS): surfaces that repeat in all three directions of space and that, at every point, have zero mean curvature — the two principal curvatures are equal and opposite — like a soap film stretched on a wire. They have neither a flat face nor a sharp vertex, and that smoothness gives them three very useful properties as infill. First, they are nearly isotropic: they resist about the same in every direction, unlike a rectilinear infill that is strong along its weave and weak across it. Second, they absorb a lot of energy by collapsing progressively instead of buckling all at once, which makes them excellent for protection and impacts. Third, they leave a continuous, open internal space, so they are permeable: air or a fluid passes through them, and they serve as filters, heat exchangers, or light ventilated structures.
For FDM they have one enormous virtue: in the usual range of density and cell size they are self-supporting. The very curvature of the surface keeps any stretch from hanging at an impossible angle, so they print without internal supports no matter how much the infill looks like a maze. At very large cells and very low densities that changes: stretches appear whose local slope exceeds the overhang angle and droop on the underside faces, so the self-support depends on the wall-to-cell ratio — it isn't unconditional. But the limit that really rules isn't that one: it's resolution. Each gyroid wall ends up one or two beads wide, so the minimum cell size is tied to the nozzle diameter. Below a certain size, the wall the pattern asks for is thinner than the bead your nozzle can lay, and the cell closes on itself, fills with plastic, or comes out as a shapeless mass, without the geometry that made it special. With a 0.4 mm nozzle, a cell that's too small isn't a finer infill: it's a broken one. And don't aim for the minimum of a single bead per wall: a wall of one loose bead, with no perimeter backing it, comes out porous and weak laterally. Raise the cell size until each wall has room for at least two clean beads, and drop to a finer nozzle only if you genuinely need the small cell.
Tensegrity: rigid without anything touching
Tensegrity is the one that baffles most and collapses most easily. The idea is this: a set of bars that work only in compression, isolated, not touching one another, held in the air by a web of ties that work only in tension. The structure is rigid and stable, yet no bar rests on another: the whole assembly holds itself by the balance between the bars' thrust and the cables' tension. Visually it looks impossible — a table whose top floats on cords — and mechanically it's exquisitely elegant because each element does a single thing and does it in its optimal regime.
The problem in FDM is that it mixes two opposite demands. The bars want to be rigid: solid PLA or PETG, not yielding. The ties want to be elastic and pretensioned: if you print them in the same rigid plastic, there's no way to tension them, and a tie with no tension is a rag — the structure collapses the moment you let go, because its rigidity comes precisely from the cables pulling. The solution is to separate materials: ties in TPU, or outright real elastic bands or cord embedded in printed anchors. But not even TPU prints already taut off the bed: no slicer pretensions anything, so the ties are assembled and tensioned separately — they don't come out of the part already stretched. And here there are two failure modes, not one. The first is immediate: TPU has low elastic recovery and high hysteresis, so under a strong pretension it can deform plastically during assembly itself, before the structure even stands up. The second is time: a TPU tie under constant tension creeps, slowly relaxing over days or weeks, loses its pretension, and the structure that seemed firm ends up soft and sagging. It's the same creep that loosens a press-fit, the one detailed in Interference without cracking, but here it isn't a secondary failure: it's the failure, because all the stability depends on those cables still pulling. Design the anchors so you can re-tension, or oversize the initial tension knowing that part of it will be lost to relaxation.
Compliant amplifiers and the edge of what's printable
A case of its own, halfway between metamaterial and mechanism, is the compliant amplifier: a compliant-mechanism cell designed so that a small input displacement produces a large output one, with no gears or articulated levers, just flexures. The geometry chains flexible pivots so that a short push at one point translates into a long travel at another — the amplification ratio is set by the flexure pattern, not by a gear train. It's ideal for sensors that need to magnify a tiny deformation, or actuators that turn the short stroke of a piezo or a screw into usable motion. Its limit is relentless and always the same: the fatigue of the thin flexures. And there's a design ceiling worth being clear about: geometric amplification also amplifies the stress at the root of the flexure in the same proportion, so the more gain you ask for, the closer to its allowable strain the flexure works on every cycle, and the sooner its fatigue margin runs out. Design them with headroom over the material's limit, with their fillet radius at every root, and oriented to flex in the plane of the layers, or the amplifier won't last: it will die of delamination long before it wears out.
It's worth closing with an honest warning about the state of these structures. Much of this territory is still a gap in the engine's catalog: many of these metamaterials aren't modeled by drawing one cell and copying it by hand, but demand parametric cell generators, computed TPMS meshes, or twist-extrude operations that aren't in every toolbox yet. Where the generator falls short, the practical rule for making them well comes down to watching three things, and you already know all three from every earlier article. Mind the minimum cell size against your nozzle diameter, because below one bead the geometry closes on itself. Mind the orientation of the living hinges, that they flex along the beads and not between layers, because that's where auxetics, origami structures, and amplifiers live or die. And choose an elastic material — TPU, not PLA — wherever there's repeated tension or sustained pretension, because a rigid tie or flexure is a crack waiting for its cycle. The rest is the same old discipline of clearances: the moving joints of these lattices need their gap measured like any other, exactly as Tolerances for moving parts sets out. Geometry gifts you impossible properties; the printer charges you in beads, layers, and tenths of a millimeter.