Accordion and bellows: large axial travel
A bellows is the part that gets long when you pull on it and short when you push, with no part rubbing against any other. There is no piston, no helical spring, no O-ring to wear out: it is a single wall folded into a zigzag that compresses and stretches like an accordion. That simplicity is what makes it so useful for three distinct jobs—long-travel spring, flexible seal, and dust boot over a moving part—and also what makes it treacherous in FDM, because all the deformation the accordion promises to spread out ends up concentrated at the fold lines, which is exactly where a printed part is weakest. Get the fold count, the angle, and the material right, and you have an axial travel no spring of the same size will give you for the same simplicity. Get it wrong, and it delaminates at a vertex on the third cycle.
Why the bellows is a single part, and why that changes everything
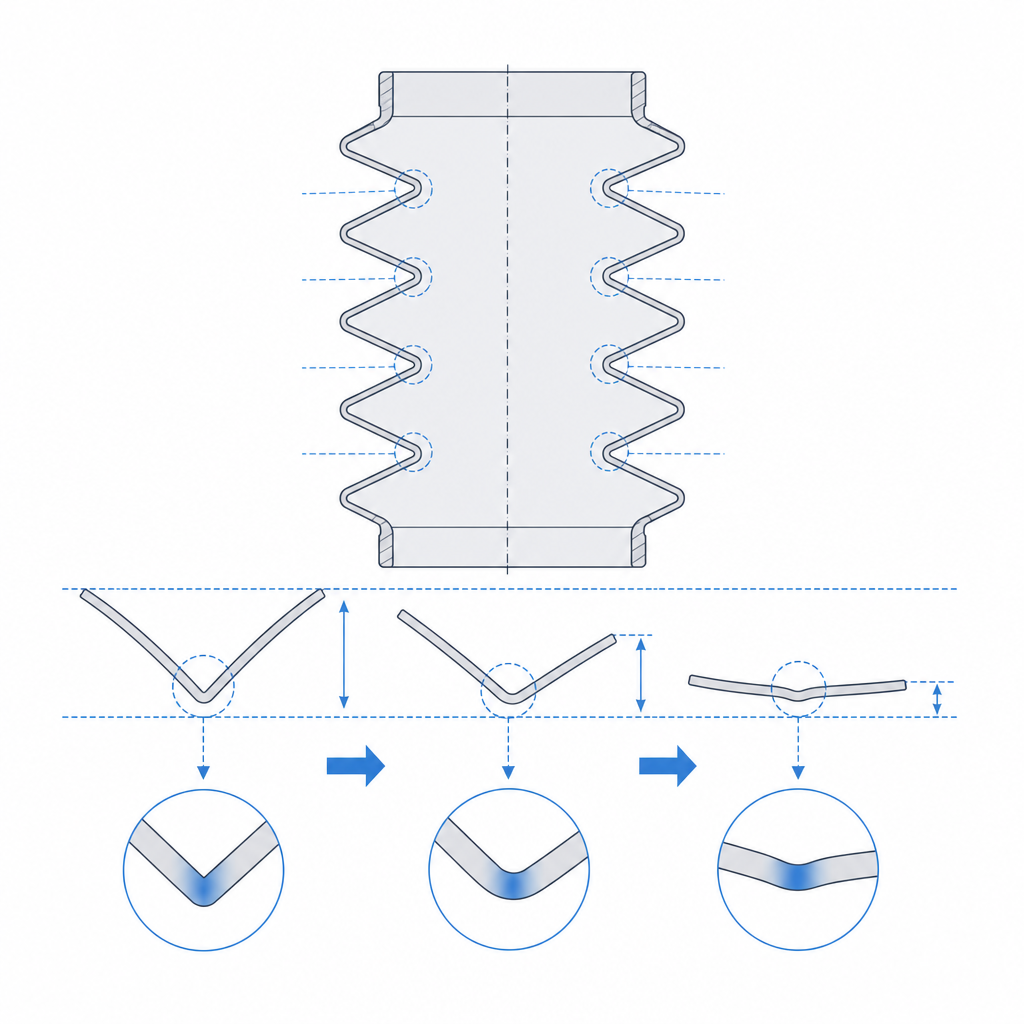
The key is how it distributes deformation. A bellows is a chain of living hinges in series. Every fold vertex—every edge where the wall changes direction—acts as a hinge that opens and closes through an angle. When you compress the assembly, no single point takes the whole travel: each fold closes a little, and the sum of many small closures is a large axial displacement. That is the entire kinematics of the accordion, and that is where its advantage comes from.
Compare it to bending a wire. If you flex a straight wire at a single point, that point reaches its limit immediately and breaks; if you fold it into twenty zigzags and open them all at once, each vertex barely moves and the whole thing travels an enormous distance. The bellows does exactly that with the wall: it spreads the total travel across many vertices, so the local deformation at each fold stays moderate even though the overall travel is large.
Don't believe the fable that the bellows "beats" a helical spring on travel. The helical spring distributes too: its wire works in torsion along all its coils, and a well-designed helical spring matches or exceeds the bellows both in travel per unit height and, above all, in fatigue life. The bellows's real advantage is not traveling farther, but being a single monolithic part that also seals and protects—things a helical spring does not do. That is what you buy when you choose a bellows.
And that also tells you where to look when it fails: not in the smooth wall between folds, which barely works, but at the vertices, where all the bending lives.
The three levers: fold count, angle, and wall thickness
You have three levers to tune a bellows, and it pays to know what each one moves before you touch them, because they pull in different directions.
The fold count distributes the bending. The more vertices, the less each one moves, so less local stress and better fatigue life. What it does not do on its own is increase travel: at the same height and the same angle, more folds are smaller folds, and total travel depends on the unfolded wall length and the angle, not on the vertex count. More folds is not free travel; it is the same stroke shared among more hinges that each suffer less.
The fold angle—how tight the zigzag is—sets how much compression stroke you have left before the folds touch each other and the bellows bottoms out. A very open, nearly flat fold has plenty of compression stroke ahead of it but little extension; a very tight one is already near its compression limit with little closing left, though it keeps room to open. Design the rest angle around the direction the part will actually work in.
The wall thickness decides stiffness and force: a thin wall yields with little effort and gives stroke; a thick wall pushes harder but resists folding and cuts the travel.
The practical consequence is that there is no "good" bellows in the abstract: there is a bellows for a soft, long-travel spring—thin wall, many folds—and another for a forceful return spring—thicker wall, fewer folds—and they are different geometries. Decide first what you want the part to do, then size it, because optimizing blind leaves you with something that neither travels nor pushes.
The three jobs of a bellows
A bellows does three jobs, and although the geometry looks similar, the design priorities change depending on which one you're after.
As a large-axial-travel spring, what you want is stroke and a reliable return force. Here it helps to know up front that a folded bellows is not a linear spring: it starts soft and stiffens abruptly near the bottom, when the folds begin to contact, so its force-displacement curve has a knee. And if you print it in TPU, add the material's hysteresis and creep: under sustained load, TPU relaxes and loses return force over time. Account for it in the design if the part has to push just as hard a year from now.
As a sealing or protective bellows—a dust boot over a shaft, a flexible seal that follows a moving part—what matters is the continuity of the wall and the ability to extend and contract repeatedly without opening up: travel takes second place to integrity. And as protection for moving parts—covering a lead screw, a guide, or a rod from dust and chips—it just has to follow the motion without getting in the way and without breaking, which relaxes the demands considerably.
Knowing which of the three you're in tells you which error the part forgives and which it doesn't. A spring that lets air slip through a porous wall is still a perfect spring; a seal with the same defect no longer seals anything.
Print it with the axis vertical, or fight the process
This is where FDM collects its toll, and the most important decision you make before printing: orientation. Print the bellows with its axis vertical, perpendicular to the bed. That way each fold forms as a stack of layers, and when the bellows flexes, it does so by opening and closing the vertices along the contour—the bending runs across the beads instead of pulling the layer bond apart. It is the same principle that governs any moving part, and it is laid out in the article Layer orientation for motion: orient the material so the bending follows the beads, not so it peels them apart.
The problem is that this orientation, good for the bending, puts you up against the slanted fold faces. The zigzag walls rise as overhangs, and the FDM rule of thumb is that an overhang holds up to about 45° from vertical before it needs supports or starts to droop. Depending on how tight the fold angle is, those faces can exceed that limit and become impossible to print clean. This is the central tension of printing a bellows upright: the vertical axis is right for the vertices to flex well, but it forces you to keep the fold faces below ~45° of overhang. Design the fold with faces shallow enough to support themselves, or accept that the very tight ones will come out with overhang scars on the underside of each fold.
The failure modes and how to recognize them
A bellows fails in three ways, and it's worth naming them because each one points to a different cause.
The first is delamination or cracking at the vertices. It is the characteristic failure, and you already know why: the vertex is at once the zone of maximum repeated flexing and, if you print it upright in a rigid material, a layer weld working under fatigue. It shows up as a clean crack following a layer line at the fold, almost always after a number of cycles, not on the first—it is fatigue, not instant breakage.
The second is lateral buckling. A slender bellows—much taller than wide—under axial compression doesn't just get shorter: past a certain load it goes sideways, like a column giving way. As a rule of thumb, once the height passes about three times the diameter it starts to matter, and sooner if the ends aren't well clamped. Once buckled, the vertices work crooked and unevenly. If your bellows has to be tall, give it diameter or guide it from the inside with a rod. Keep the trade-off in mind: that rod reintroduces a contact that the bellows's whole premise—nothing rubbing—was meant to avoid, so give it clearance so it only touches when the bellows starts to give way, not in normal operation.
The third only matters if you're after a seal: leaks through the wall. A wall that looks solid on screen can come out porous if the flow isn't well calibrated, and then the bellows moves perfectly but lets air or liquid through microchannels between beads. And here it pays to be honest: a thin FDM wall flexed thousands of times is rarely gas- or liquid-tight on its own, even well calibrated, because fatigue eventually opens pores and the weld between adjacent perimeters is itself a leak line. It is a silent failure—the part works as a spring—that you only discover when you put it to sealing.
| Use | Priority | Material and wall |
|---|---|---|
| Return spring | Travel and fatigue life | TPU, thin wall, many folds; expect the nonlinear curve and creep, and validate the fold's fatigue life |
| Airtight seal | Continuity of the wall | TPU, single wall or minimal perimeters, verified flow; a real seal usually needs a coating or sealant |
| Dust boot / protection | Follows without breaking | Flexible, thin wall; travel and force matter little |
For a return spring, the honest path is to fix the material and thickness your machine prints best, tune the fold count until you hit the stiffness you're after, and validate the fold's fatigue life by printing and cycling: a bellows that survives ten compressions may crack at a thousand, and you only know that by testing. TPU withstands far more cycles than PLA, but no material is immune to fatigue, and creep will steal its return force over time. For an airtight seal, prioritize a single wall or the minimum perimeters and a verified flow, and accept that real tightness almost always comes with a post-process—a coating or a sealant—rather than from the printed wall alone. PP, sometimes recommended for these parts, prints poorly in FDM—it warps, lifts off the bed, and welds worse between layers—so treat it as an exception you know how to fight, not as a comfortable alternative to TPU. And if what you're going to put inside the bellows fits with a press—a rod, a guide shaft—remember that plastic yields in ways metal doesn't, and it's worth sizing that fit with margin: you'll find it in the article Interference without cracking.