Belleville disc spring: high force in short travel
A Belleville disc is a very shallow cone—a truncated-cone washer—that does what almost no other spring can: it delivers an enormous force while moving barely a few tenths of a millimeter. It doesn't compress like a helical coil or bend like a tab; it flattens. You press along the axis, the cone tips toward the plane, and it pushes back with a very high force over a ridiculously small amount of travel. That's its appeal, and also its problem: the force it delivers depends on a thickness you have to hold to a tenth of a millimeter, and that is exactly what an FDM printer does worst.
As the cone flattens, the curve bends
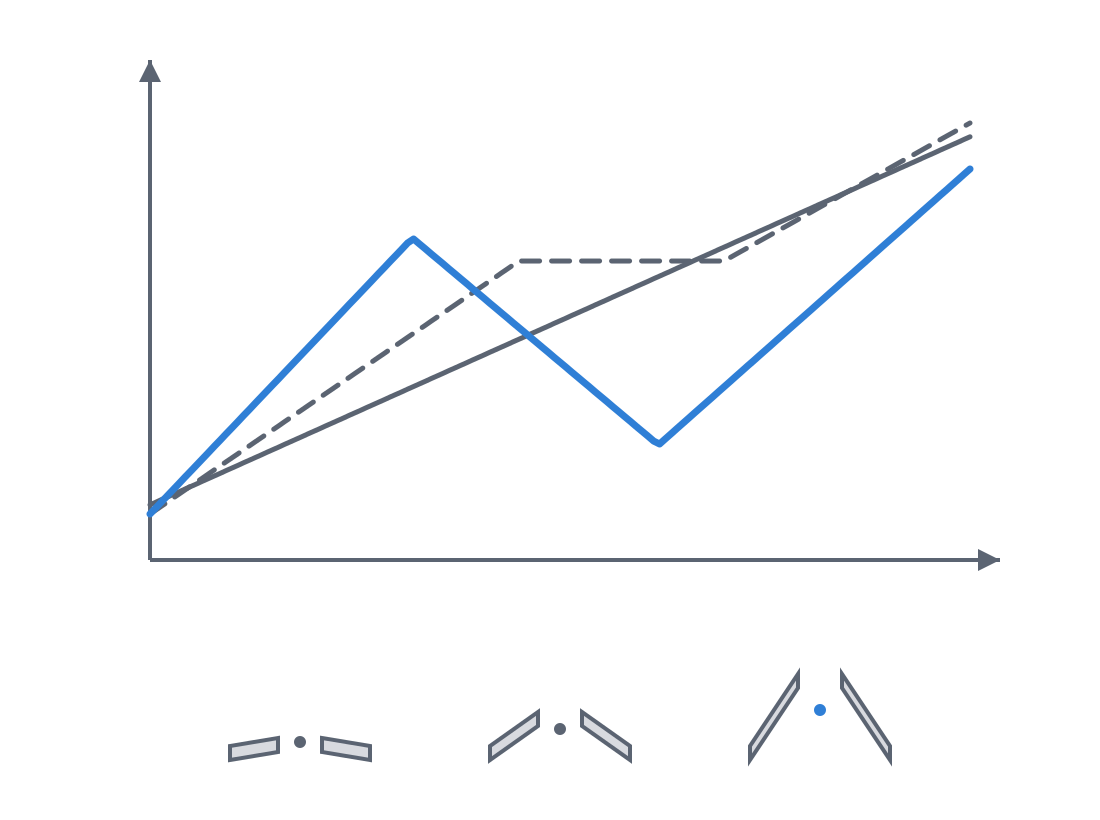
The key to a Belleville is that it doesn't obey Hooke's law. A normal spring delivers force in proportion to travel—it pushes back twice as hard when you compress it twice as far—and its force-travel curve is a straight line. The conical disc doesn't: as the cone tips over, the geometry that resists flattening keeps changing, and the curve bends. What bends it, and in which direction, is governed by a single geometric ratio: the height of the cone versus the thickness of the disc (h/t).
Work it out from the part itself. When you push the inner edge against the outer one, the material doesn't compress like a column: the cross-section is forced to rotate about its own circumference, and that rotation puts one face in tension and the other in compression, spread around the circumference. With a shallow cone—low h/t, below 0.4 or 0.5, almost a flat washer—the disc behaves nearly linearly and with positive stiffness: the more you flatten it, the harder it pushes back, just as you'd expect. But as you raise the cone height, the response changes. Around h/t ≈ 1.4 a region appears mid-travel where the force barely changes: the disc delivers a nearly constant force as it deflects, which is a very useful oddity. And if you make it steeper still, past h/t = √2 ≈ 1.41 the curve actually develops a negative slope: beyond a certain point the disc pushes less the further you deflect it, becomes unstable, and snaps through to the other side. That's snap-through, the same inversion you feel when you press a jar lid or a membrane button.
Stack them to tune force or travel
A single disc gives you a fixed curve. The industrial advantage of the Belleville is that it stacks, and depending on how you orient it you add up one thing or another. It's cone arithmetic, and it pays to get it straight before you print anything.
If you set several discs the same way up, nested like a stack of cups, they work in parallel: they all resist the same flattening at once, so the forces add and the travel remains that of a single disc. Two identical discs in parallel give, ideally, double the force at the same deflection. If instead you flip the orientation of each disc relative to the previous one—concave against concave, convex against convex, so they touch inner edge to inner edge and then outer edge to outer edge—they work in series: each one contributes its own travel, and the force stays that of a single disc, so you add travel without adding load. By combining the two arrangements—parallel groups stacked in series—you tune force and travel separately out of a single repeated disc. It's a compact preload kit: the same element, multiplied and oriented, covers a range of responses without redesigning the part.
Keep in mind the mechanical price of stacking—and that each arrangement pays its own price. In parallel, the discs rub against one another as they slide on every cycle. That interfacial friction introduces hysteresis—the force going up isn't the force coming down—and wears the contact faces. For that reason the "double" force is never exact; you lose a percentage that grows with the number of discs. In series the contact is edge-on—the edges of one disc bear against those of the next—and the wear there concentrates and becomes radial and localized. In plastic, both wear modes are far more pronounced than in steel, another reason not to overdo long stacks in FDM.
What it's for: preload in under a millimeter of travel
The Belleville earns its place where you need a lot of axial force in very little space and very little travel. That's its niche, one the helical coil doesn't cover: to deliver that force over that travel, a coil would need an extremely high rate—thick wire and a small diameter—and even then it wouldn't reach the axial force density of the Belleville for the same thickness.
The typical case is preload: keeping a joint under a constant tension that won't loosen on its own. A bolted joint settles over time—the surfaces bed in, the material flows a little under the torque—and the bolt loses clamp; a Belleville under the bolt head absorbs that settling by flattening a few tenths and keeps the load. The same goes for thermal expansion: if two parts of different materials expand differently when heated, the disc deflects or recovers so contact is neither lost nor overloaded. And where it pays off most is when you design it to work in the flat zone of its curve: there it behaves like a nearly constant-force element, holding a steady pressure—in a clutch, in a contact, in a closure—even as the travel varies a little through wear or tolerances. A linear spring can't do that: it changes its force with every tenth of travel.
Printing it in FDM: thickness is the enemy
Here comes the bad news, and it's worth saying plainly. A Belleville's force depends drastically on thickness: the bending stiffness scales roughly with the cube of the thickness (t³). That means a 10% error in t translates to about a 33% error in force. And "controlling thickness to the tenth in a thin, revolved part" is precisely where FDM scatters most.
Print the disc with its axis of revolution vertical, resting the largest-diameter face on the bed and building the cone height upward. That way the layers end up perpendicular to the axis, parallel to the bed, and the tension and compression that flattening generates act within the plane of each layer—the strong direction of the material—rather than pulling on the bond between layers. As with any printed flexure, orientation decides which way the material's weak axis runs—the same logic covered in Layer orientation for motion—and a disc printed on edge would delaminate at the rim on the first load cycle.
But even with the right orientation you don't solve the core problem: the real limit is quantization. A thin disc prints in very few layers—at 0.2 mm layer height, a 0.6 mm disc is three layers—and you can't specify "t = 0.55 mm" without forcing a finer layer height: the thickness only exists in multiples of the layer height. That quantization, on top of first-layer squish and flow variation, feeds directly into the force through the cubic term. The thinner you need it, the worse you control it.
How it fails: the edge cracks, but creep rules
Two failure modes; the second is the one that matters in plastic.
The first is fatigue cracking at the most highly stressed edge. As it flattens, the disc concentrates tension in a ring—at the inner edge or the outer one, depending on the cone height—and that's where, cycle after cycle, a crack is born and grows. It's the classic failure of any flexure that works many times: the allowable design strain is set well below fracture, and if you flatten the disc to its maximum travel on every cycle, you all but guarantee a crack at that edge.
But in FDM the dominant mode isn't that one—it's creep. Plastic under an imposed strain doesn't hold the stress: it relaxes slowly and releases it. A disc that delivers exactly the right force on installation delivers considerably less weeks later, because the material has settled into the flattened position and no longer pushes to spring back. Steel doesn't do this—which is why a metal Belleville holds its preload for years—but plastic does, and service heat accelerates it. That's the underlying reason a printed Belleville is a poor keeper of a permanent preload: it's not that it breaks—it's that it gives up.
Beyond that, the Belleville shares its physics with the snap dome—both invert as they flatten—and it pays to keep the boundary clear: use the Belleville when you're after force per unit of travel—preload and push in a small space—and reserve the dome for when you want the feel of the inversion, the click. And if what's at stake is holding a force for a long time, don't ask the plastic to do what it can't: embed the metal and let the printed disc stay for what it does master, the prototype and the modest force. The next step, housing that metal disc so it works square on its axis, is what the Embedded hardware: magnets, bearings, and inserts article covers.