Advanced springs: clock spiral, constant force, TPU, and lattice
Nearly every spring you design for FDM is chasing the same thing: getting something back into place. A tab that pushes, a latch that returns, a catch that springs back. But there's a family of mechanisms where it isn't enough for the spring to just push: what matters is how it pushes across the travel. You want torque over many turns, or a force that doesn't fade as the travel grows, or a huge deflection that a rigid material will never give you without snapping. That's where four springs that step outside the PLA-tab mold come in: the clock spiral, the constant-force spring, TPU, and the lattice. Each one solves a problem with the shape of the force-travel curve, not just its magnitude, and each one has a failure mode worth naming before you print it.
Four ways to shape the force-travel curve
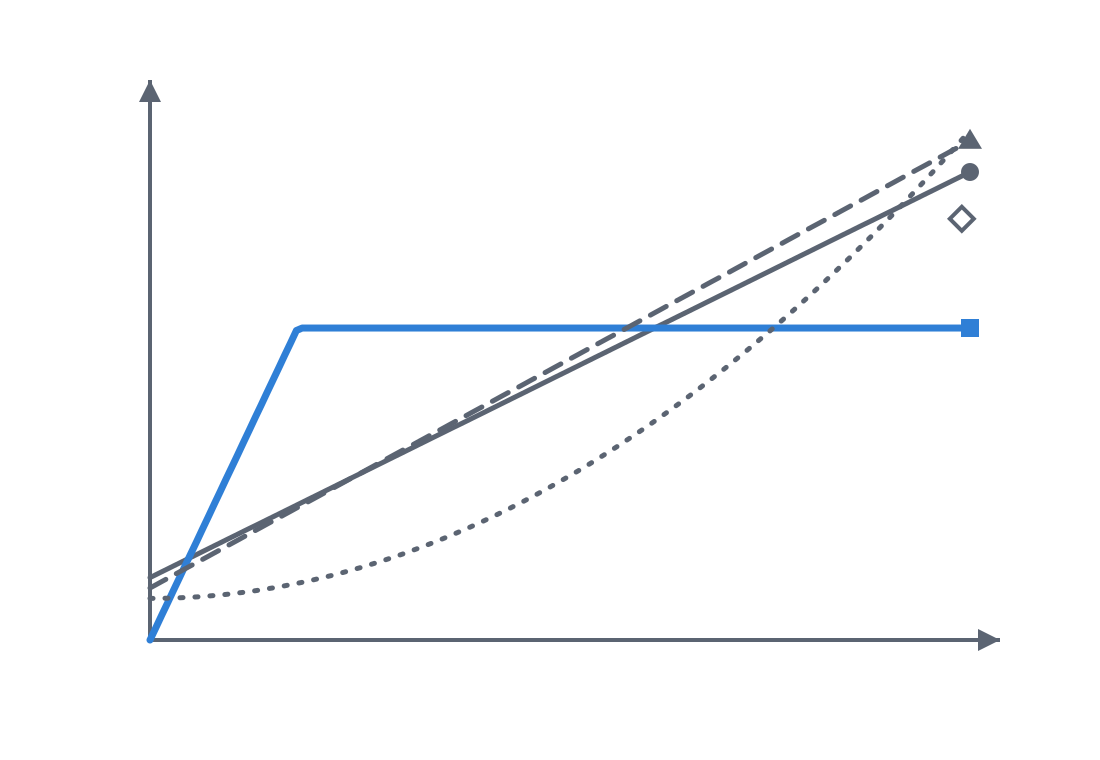
A helical spring or a cantilever flexing in bending gives you a linear curve: force rises in proportion to travel, and the harder you push it, the harder it pushes back. That works for short returns, but it falls apart the moment you need to work far from rest with controlled force. The four families in this article exist precisely to escape that straight line.
The clock spiral is a flat strip wound into a spiral around a central axis, anchored at the inside and the outside. It stores energy by coiling onto itself: each turn bends the strip a little more along its whole length, so the deformation is spread over meters of ribbon instead of concentrating at one point. That's why it delivers torque across a very long angular travel — several turns — instead of dying out within a few degrees. But be careful about reading it as constant torque: it isn't. The torque rises as you wind it, roughly in proportion to the number of turns and with hysteresis; what sets it apart is that it sustains that torque over a very long angular travel, not that it holds it flat. It's the wind-up spring: you wind it, it stores the energy, and it delivers the torque as it unwinds. The slow release isn't the spring's doing — it would dump its energy as fast as the load allows — but the work of the escapement or regulator hanging off it.
The constant-force spring is the limiting case and the most counterintuitive. It's a pre-curved strip — manufactured already with a natural coiling radius — mounted on a drum: the strip prefers to be coiled, and when you pull it out, it resists being flattened. The force comes not from overall stretch but from the change in curvature where the strip transitions from coiled to straight. Because that transition always happens in the same portion of the strip, no matter how much length you've already pulled out, the force is nearly flat across the whole travel: pull out one centimeter or ten and the resistance is practically the same. And because the strip tends to re-coil on its own, it returns by itself; without that preformed curvature there would be neither constant force nor return. That's what makes it irreplaceable in counterweights and tensioners, where a force that decays with travel would ruin the mechanism. It's also what makes it, of the four, the hardest to bring to FDM (we'll come back to that).
The lattice and TPU attack the problem through the material and its microstructure. Instead of a global geometry that spreads the deformation, they use a cell that repeats: each cell flexes, buckles, or compresses a little, and the sum of many cells gives you a stiffness and an energy-storage capacity that you tune by changing the density and the cell shape. With flexible TPU, that lattice stops being brittle and becomes a real spring, able to compress, damp, and recover.
| Spring | Curve shape | Natural case |
|---|---|---|
| Clock spiral | Torque rising with the number of turns, sustained over a long angular travel (not flat) | Wind-up mechanisms, large-angle returns |
| Constant force | Nearly flat force across the whole linear travel | Counterweights, tensioners, long return with no drop-off |
| Solid or lattice TPU | Stiffness and energy tailored by cell and density | Damping, suspension, reliable springs |
Why TPU makes a genuinely printable spring
The underlying problem with any spring printed in a rigid material is that the plastic has almost no elastic margin. The elongation at break of PLA in tension is around 2–6%, but that isn't even the limit that matters to you: the useful ceiling for a rigid spring isn't breakage, it's yield. PLA goes into permanent plastic deformation at strains on the order of 1% or less. Long before it breaks, the spring is left deformed and won't return to its rest position: you lose the rest position even though the part is intact. That's why a rigid spring gives you, at best, a small deflection before it takes a permanent set.
TPU changes the rules because its recoverable range is in another league: it stretches a lot — tens of percent — and recovers, instead of breaking or yielding. It's worth bounding this: the elongation at break of TPU is very high (hundreds of percent), but the truly elastic zone, the one that recovers with no permanent set, is considerably smaller and drops with Shore hardness. Even so, compared to a rigid material the difference is night and day, and that's the property that makes a spring that actually behaves like one viable: not a geometry trick, but an elastic elongation that rigid materials simply don't have. Where a PLA tab flexes a few tenths and lives at the edge of yield, a TPU one bends a lot and returns. Combine it with a lattice and you get an extra degree of design freedom: the same cell shape gives a soft or stiff spring depending on the density you print it at, because you adjust how much material works and how much each cell buckles. Stiffness from geometry, not just from cross-section.
Printing TPU so it's a spring and not rubber
TPU is demanding to print, and a poorly printed spring lies about its curve. The first thing is speed: TPU is flexible, so between the extruder gear and the nozzle the pressure takes a while to stabilize and the filament buckles if you push it fast. Print it slowly and with very restrained retraction, because every extra retraction in a material that compresses like a spring inside the tube translates into under-extrusion right afterward. And in a spring, under-extrusion isn't a cosmetic defect: it's a cell with less cross-section than you calculated, a soft spot that will fail before the rest. The pairing matters: in Bowden systems the TPU compresses along the tube and retraction becomes problematic — there it's best to minimize it or turn it off — while in direct drive, where the filament path to the nozzle is short, you can use moderate retraction, and in fact that's where TPU prints best.
Calibrate flow with the part, not with the manufacturer's datasheet. An under-extruded lattice cell has thinner walls, stores less energy, and buckles sooner; when that happens cell by cell, the real curve of the spring drifts from the one you designed in a way you won't see until you test it. And test it: compress the finished spring against a reference and measure force versus travel. It's the same empirical method you apply to any printed fit — print, measure, don't guess — now carried from clearance over to the spring curve.
In a lattice there's also a geometric constraint particular to FDM. The overall load can come in as compression in the print direction, which is where the material performs best because it avoids tension between layers, its weakest bond; but the energy storage doesn't come from compressing the bulk material, it comes from the controlled bending and buckling of the struts in each cell. That's the tension you have to resolve when designing the cell: enough slenderness for the struts to flex and return, but not so much that they buckle uncontrollably. And steer clear of densities and cell shapes that generate unsupported overhangs: a cell that's too open leaves roofs hanging in the air that the nozzle can't bridge, and that cell collapses during printing before it sees a single load. The orientation of the layers relative to the bending direction is the same reasoning that governs any part that moves, developed in Layer orientation for motion: layer orientation matters here as much as it does in a hinge.
The failure modes, one by one
Each spring in this family fails in its own way, and it pays to recognize the symptom so you know what to adjust.
In TPU, the most common failure is going outside the elastic range. If you compress it beyond what the cell tolerates, you get exaggerated hysteresis and, worse, permanent deformation: the spring returns slowly, or doesn't fully return, and the rest position shifts cycle by cycle. You notice it as a spring that "gets tired." The cure is geometric, not material: distribute the deformation better — larger cells, taller walls, travel spread over more cells — so none of them works at the limit. The other TPU failure is the under-extrusion we already mentioned, which weakens cells locally and creates the weak link where the spring gives out ahead of time.
In the printed constant-force strip, the enemy is delamination on coiling. The strip lives coiling and uncoiling at a small radius, and that bend pulls on the layers right at their weakest bond. If you print the strip with the layers stacked in the plane of bending, every coiling tries to pry the part open between two layers like a crack, exactly the same physics that unseams a press-fit catch along its seam — the logic of the stress seeking the weak plane is in Interference without cracking. A printed constant-force strip survives only if the layers run with the bend, not against it. But even that isn't enough, which is why this is the most problematic spring of the group (see the box).
In a lattice, the failure is the collapse of poorly supported or overly slender struts. Cells with impossible overhangs come off the bed already deformed; the ones that came out borderline buckle on the first load instead of flexing in a controlled way. Buckling here is the dominant mode and it's not proportional: the critical load of a strut drops with the square of its slenderness, so a strut thinned by under-extrusion doesn't lose strength gradually; it collapses. A cell that buckles doesn't store energy; it loses it and drags its neighbors down. That's why validating the curve isn't a luxury: it's the only way to know whether the lattice you printed is the one you designed.
Choose the spring by its curve, not by its force
The selection criterion for this family is what shape its push has, not how hard it pushes. If you need sustained torque over several turns — a wind-up mechanism, a large-angle return — the clock spiral is the only one that gives it to you without dying out in the first few degrees, even though that torque rises as you wind rather than staying flat. If you need the force not to drop even when the travel is long — a counterweight, a tensioner that has to pull just as hard near and far — the constant-force spring is the one that flattens the curve, with the huge caveat that it's the hardest to print well. And if what you want is to damp, suspend, or have a flexible spring that survives many cycles without snapping, TPU — solid or lattice — is the one that turns the printed spring into something reliable instead of a part that lives a handful of cycles.
TPU is the flagship of this family precisely because it's the one that makes a spring that actually behaves like one possible: the material whose elastic elongation makes the part return instead of breaking or staying deformed. The other three are clever geometry working around the limitations of rigid plastic; TPU is a material that removes those limitations. Start there if your mechanism tolerates a flexible filament, and save the spiral and the constant-force spring for when the shape of the curve outweighs everything else — and, in the case of constant force, accepting that it'll be a demonstrator rather than a working part.
And before you send any of these springs to print, settle the orientation of the layers: it's the decision that separates a spring that flexes from one that delaminates, and the full reasoning is in Layer orientation for motion.