Stringing y blobs
Algunos fallos no arruinan la resistencia de la pieza: arruinan su superficie. Levantas una impresión de la cama y viene envuelta en pelillos, o hay un pequeño bulto en el mismo punto de cada capa subiendo por un lado, o los huecos entre torres están cruzados por una telaraña de plástico. Son los defectos de fuga y goteo: plástico que escapa del nozzle cuando no debe, o que se amontona cuando el nozzle se detiene. Son sobre todo una historia de máquina, pero la geometría y la orientación deciden cuántas oportunidades tiene la máquina de portarse mal, y esa parte es tuya.
Por qué gotea el nozzle
Dentro de un nozzle caliente el plástico está fundido y bajo presión por el filamento que empuja detrás. Cada vez que el cabezal se eleva y viaja sobre espacio abierto —de una torre a otra, de una pared a la siguiente isla—, ese plástico fundido quiere seguir saliendo por su propia presión y la gravedad. Para frenarlo, la impresora retrae: tira del filamento unos milímetros hacia atrás para aliviar la presión antes del desplazamiento. Cuando la retracción, la temperatura y el desplazamiento están todos afinados, el nozzle se mantiene sellado al cruzar el hueco. Cuando no, babea, y cada gota aterriza en algún punto de tu pieza.
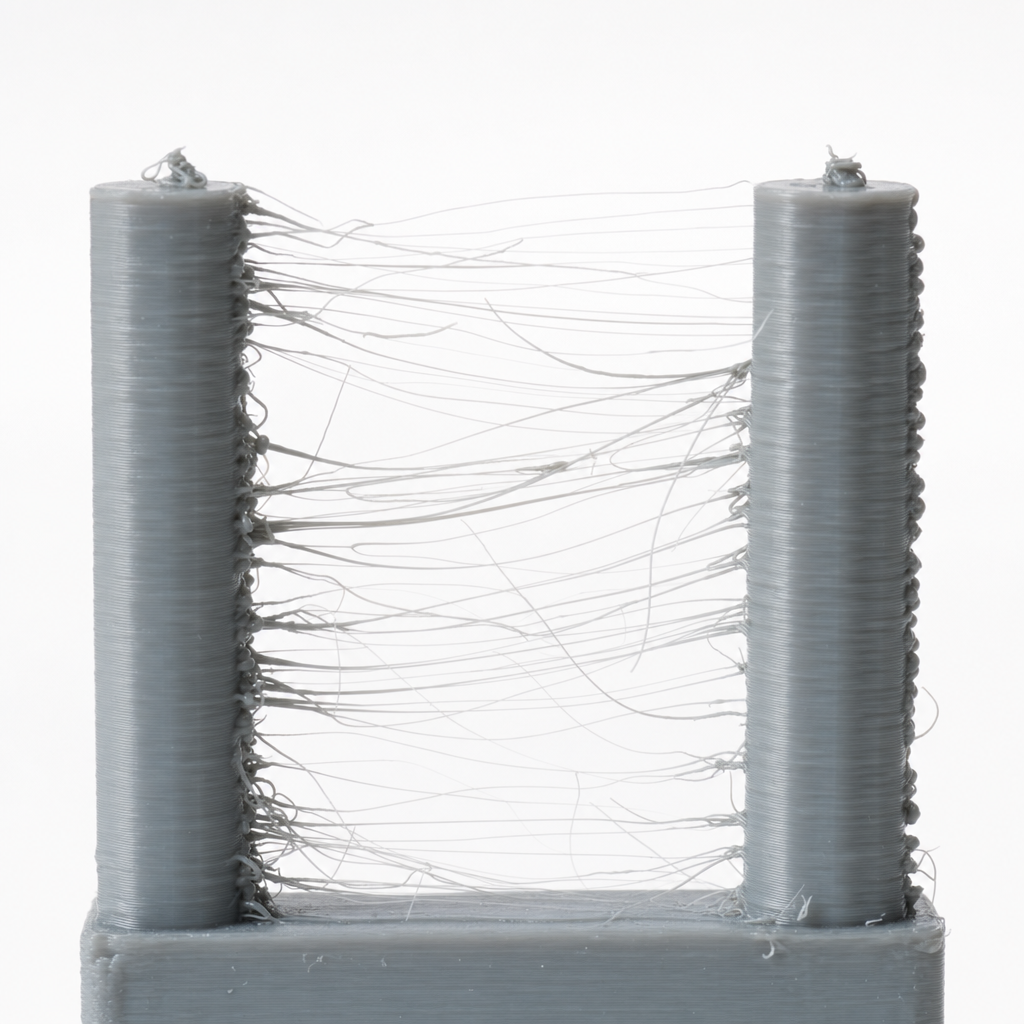
Pelillos y telarañas — stringing
El stringing es el clásico: hebras finas de plástico cruzando los huecos por los que viajó el nozzle, peor entre detalles separados con aire abierto entre medias. Significa que escapó plástico durante el desplazamiento, y tiene tres causas habituales, en orden aproximado de cuál suele ser la real. Primera, filamento húmedo —la humedad convertida en vapor genera presión que el nozzle escupe como pelillos; si la impresión chisporrotea, seca la bobina antes que nada. Segunda, temperatura demasiado alta —el plástico más caliente es más líquido y se fuga con más facilidad, así que baja el nozzle 5–10 °C cada vez hasta que paren los hilos. Tercera, poca retracción —aumenta la distancia y la velocidad de retracción para que la presión se alivie de verdad antes de que el cabezal se mueva.
La palanca de diseño es más silenciosa pero real: el stringing crece con el desplazamiento sobre aire abierto, así que una pieza con muchos detalles altos separados y cruzados por huecos le da al nozzle muchas más oportunidades de gotear que el mismo volumen impreso como un cuerpo conectado. Donde puedas, orienta la pieza o compón una placa para que el cabezal viaje sobre plástico en vez de sobre vacíos, y ten presente que un bosque de pines finos es una máquina de stringing por bien que afines la retracción.
| Paso | Cambio | Por qué |
|---|---|---|
| 1 | Seca el filamento | La humedad es la causa oculta más común |
| 2 | Baja la temp del nozzle 5–10 °C | El plástico más frío se fuga menos |
| 3 | Sube distancia/velocidad de retracción | Alivia la presión del nozzle antes del viaje |
| 4 | Activa combing / evita cruzar huecos | Menos desplazamientos sobre aire abierto |
| 5 | Reduce el viaje sobre aire en la disposición | La palanca de diseño — menos ocasión de gotear |
Bultos y marcas — blobs, zits y la costura
Si en vez de pelillos tienes pequeños bultos o picos en un punto que se repite, el problema está en dónde arranca y para el nozzle cada perímetro. Todo lazo cerrado tiene que empezar y acabar en algún sitio, y en ese punto un pequeño desajuste de presión deja o un blob (de más) o un pico (de menos). Apila esos puntos de arranque unos sobre otros y obtienes una costura (seam) visible —una marca subiendo por la pieza. Es comportamiento normal del FDM, no una rotura; el objetivo es esconderla, no eliminarla.

El lado de la máquina lo afina —el pressure/linear advance suaviza la presión en cada parada, y los ajustes de coasting y wipe del laminador recortan el goteo sobrante— pero la colocación es una decisión de diseño que el laminador te cede. Dile al laminador que ponga la costura en una esquina interior o una cara oculta en vez de dejar que caiga sobre una superficie vista lisa, y donde la pieza tenga una arista natural, oriéntala para que la costura aterrice ahí. Una esquina viva esconde una costura mucho mejor que una pared plana, así que un modelo con aristas nítidas le da al laminador dónde meterla.
Blobs de contexto, no de plástico
Es fácil perseguir stringing y blobs con retoques infinitos de retracción y no ver que dos de las mayores palancas no cuestan nada en ajustes. El plástico seco elimina la causa más común de pelillos, y un modelo con aristas limpias y pocos viajes sobre aire elimina las ocasiones para el resto. Afina retracción y temperatura para que el nozzle no gotee, coloca la costura donde nadie mira y dale a la máquina una geometría que no le pida saltar vacíos cien veces por capa —y la superficie sale de la cama limpia.