Problemas de extrusión
Para que una impresión salga sólida, la cantidad de plástico que sale del nozzle tiene que coincidir con la que planeó el laminador —ni más, ni menos, cordón tras cordón durante horas. Cuando se queda corta, la pieza sale famélica: se abren huecos entre líneas, las paredes se vuelven translúcidas, las capas superiores nunca cierran. Cuando se pasa, la pieza sale hinchada: las superficies quedan rugosas y sobrellenas, las cotas crecen, el nozzle arrastra por su propio exceso. Ambos son problemas de extrusión, y leer cuál tienes —y si es constante o intermitente— apunta directo a la causa. Parte del arreglo es calibración, pero las decisiones de pared y capa superior que deciden si el plástico tuvo siquiera una oportunidad se toman en el modelo.
Poco plástico — infraextrusión
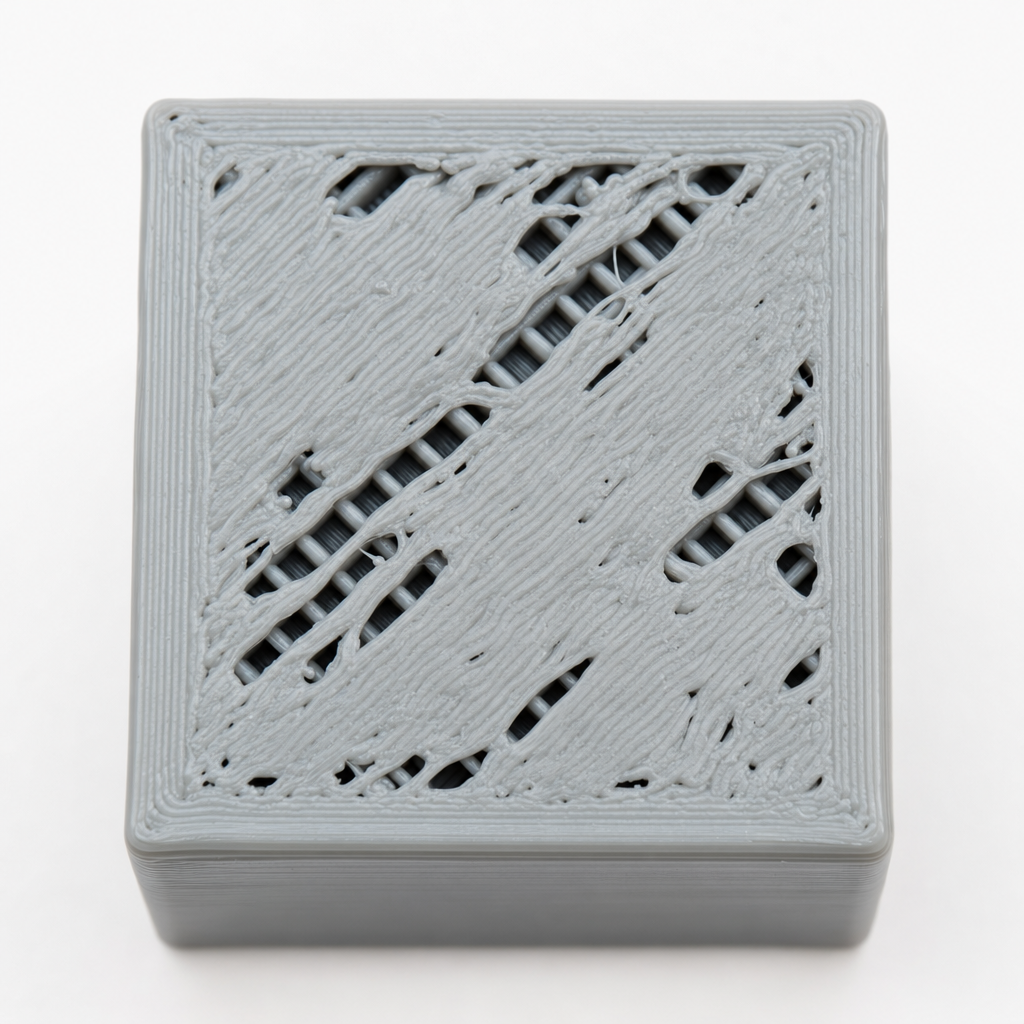
La infraextrusión se muestra como huecos entre líneas contiguas, paredes por las que se ve la luz, secciones que faltan y techos que nunca se rellenan. El nozzle depositó menos plástico del que pedía la trayectoria. Una infraextrusión constante en toda la impresión suele significar que el flujo está mal calibrado o que la temperatura del nozzle es demasiado baja para la velocidad —el plástico frío está rígido y el extrusor no puede empujarlo lo bastante rápido, así que patina. Una infraextrusión intermitente —bien, luego fino, luego bien— apunta a un atasco parcial o a un extrusor que muerde: suciedad o filamento subido por heat-creep que estrecha el paso, o el engranaje de arrastre masticando el filamento en vez de empujarlo.
Trabájalo en orden. Confirma que la bobina alimenta libremente y que el extrusor no muerde, luego revisa la temperatura —sube el nozzle si imprimes rápido, porque el plástico solo se funde a cierto ritmo y la velocidad adelanta al fundido. Si es constante en todas partes, calibra el flujo (multiplicador de extrusión) contra un test de pared única medido. Si va y viene, sospecha de un atasco parcial y limpia el hot end. La aportación del diseño es más sutil: imprimir demasiado rápido para la temperatura ahoga el flujo, así que donde una pieza tenga detalles finos que ya imprimen despacio, no fuerces la velocidad global para recuperar tiempo en otro sitio.
Demasiado plástico — sobreextrusión
La sobreextrusión es la firma opuesta: superficies que se ven rugosas y sobrellenas, un techo con bultos o crestas, cotas que salen de más y el nozzle arando de forma visible por material que ya depositó. Aquí el flujo está puesto demasiado alto, o la temperatura del nozzle es tan alta que el plástico se hincha al salir. El arreglo es sobre todo calibración —baja el flujo hasta que un test de pared única mida el ancho de línea real, y baja la temperatura si el plástico se abomba— pero la sobreextrusión también se come tus tolerancias, engordando cada pared exterior, así que una pieza que encaja en una máquina bien calibrada puede agarrotarse en una que sobreextruye.
| Ves | Es | Primeros movimientos |
|---|---|---|
| Huecos entre líneas, paredes translúcidas | Infraextrusión (constante) | Subir temp para la velocidad, calibrar flujo |
| Bien, luego fino, luego bien | Infraextrusión (intermitente) | Limpiar atasco parcial, revisar agarre del extrusor |
| Rugoso, sobrelleno, de más | Sobreextrusión | Bajar flujo, bajar temp, recomprobar ancho de línea |
| Agujeros en la capa superior | Pocas capas superiores | Añadir capas superiores, luego revisar flujo |
Agujeros en el techo — un solape de diseño y flujo
Una capa superior llena de pequeños agujeros o pillowing parece infraextrusión, y a menudo hay algo de eso, pero la causa más común es un número de diseño: pocas capas superiores. El techo de una pieza se imprime sobre el relleno, que es casi todo aire, así que las capas superiores tienen que puentear los huecos del patrón de relleno y luego rellenar macizo por encima. Si son pocas, nunca cierran sobre los vacíos; la superficie se abomba y se pica. El arreglo está en los ajustes del laminador que controlas por pieza —más capas superiores (grosor macizo suficiente para puentear el relleno, típicamente de cuatro a seis a 0,2 mm) y, si va justo, relleno más denso para que el techo tenga menos distancia que salvar. Solo cuando las capas superiores son suficientes tiene sentido perseguir el flujo.
Plástico limpio, flujo honesto, cordones enteros
Los defectos de extrusión se reparten limpiamente entre tres dueños. La máquina es dueña de los atascos y de un extrusor sano —mantén el hot end limpio y el arrastre agarrando. La calibración es dueña del multiplicador de flujo y del equilibrio temperatura–velocidad —ajústalos una vez contra un test medido y casi toda infra y sobreextrusión constante desaparece. Y el modelo es dueño de los números que deciden si el plástico tuvo una oportunidad: capas superiores suficientes para cerrar sobre el relleno, paredes dimensionadas a anchos de línea enteros y detalles que no fuercen una velocidad que el fundido no pueda seguir. Arregla el flujo en la máquina, pero diseña la pieza para que no le esté pidiendo al flujo lo imposible.