Ajustes de impresión que importan al diseño
Hay cientos de ajustes en un laminador y no necesitas entender la mayoría. Como quien diseña, solo un puñado le responden de verdad a decisiones que ya tomaste en el modelo, y esos vale la pena conocerlos al dedillo, porque son donde tu geometría y la impresión se encuentran. Ajústalos bien y la pieza que imaginaste es la pieza que sale de la cama. Ajústalos a ciegas y culparás al modelo por problemas que en realidad eran un control en el sitio equivocado. Aquí están los cinco que se ganan el sueldo.
Altura de capa frente a tus geometrías y curvas
La altura de capa es el grosor de cada rebanada: 0,2 mm en la base. Es el compromiso entre velocidad y acabado: las capas gruesas imprimen más rápido y más fuerte en Z pero muestran escalones bastos; las capas finas se ven más suaves y resuelven más detalle pero tardan más.
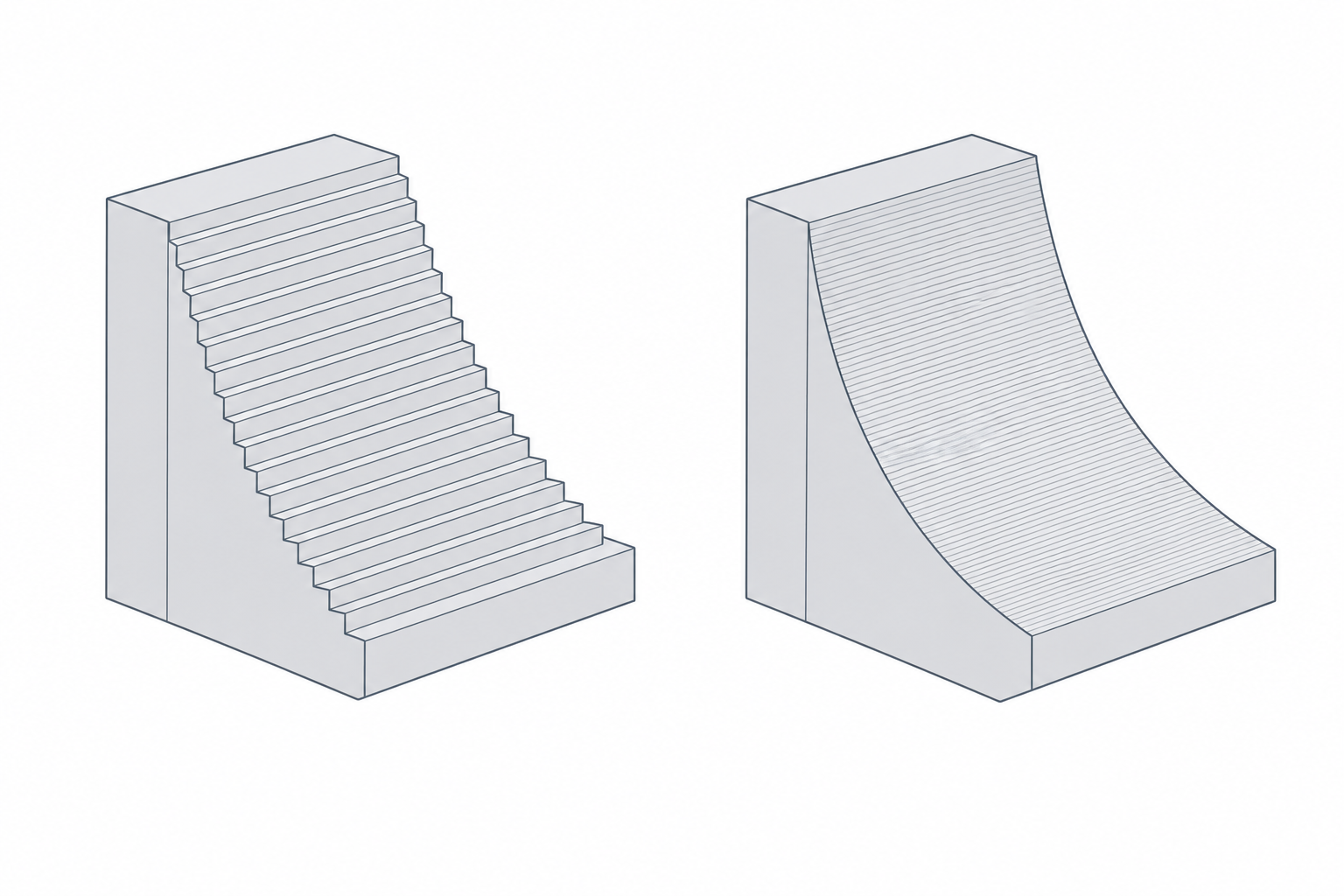
El vínculo con el diseño es la resolución vertical. Una superficie curva o inclinada se construye apilando aristas de capa, así que en una pendiente suave las capas gruesas dejan un escalonado visible. Si una pieza tiene un logo grabado fino o una cúpula suave que quieres nítida, una capa más fina (0,1–0,15 mm) te lo compra. Si es un soporte macizo, 0,2 o incluso 0,3 mm está bien y es mucho más rápido. Iguala la altura de capa a la geometría vertical más pequeña que te importe, no a la costumbre.
Número de paredes: el dial de resistencia
El número de perímetros es el ajuste que más cambia cuán fuerte es una pieza, y es lo primero a lo que echar mano cuando una pieza flexa o se parte. Esto lo gobierna Paredes, perímetros y relleno: léelo para entender por qué las paredes le ganan al relleno y cómo dimensionarlas como múltiplos enteros del ancho de línea. La conclusión de laminado: si diseñaste una pared de 1,35 mm esperando tres perímetros, asegúrate de que el ajuste de número de paredes te da de verdad tres.
Relleno: sostén para la cara superior, no resistencia bruta
El relleno es el entramado disperso dentro de las paredes. Su trabajo real es humilde: sostiene las capas superiores para que no se hundan, y añade algo de rigidez. No es un dial de resistencia lineal: pasar del 20 % al 40 % más o menos duplica tiempo y plástico por mucho menos del doble de resistencia. El 15–20 % de diario es lo correcto para la mayoría de piezas; súbelo solo para piezas que se llevan impactos de verdad. De nuevo, el argumento completo vive en Paredes, perímetros y relleno: no eches mano del relleno cuando la respuesta es otro perímetro.
Temperatura: el ajuste de unión
La temperatura de la boquilla controla cuán bien se suelda cada capa a la de abajo. Imprime demasiado frío y las capas apenas se funden, así que la pieza se parte por una línea de capa bajo carga. Imprime más caliente (dentro del rango del filamento) y la unión se vuelve más fuerte, a cambio de algo de hilos y peor calidad de voladizos. Esta es la palanca directa sobre la debilidad explicada en Adhesión entre capas y anisotropía: si una pieza se sigue agrietando entre capas, unos pocos grados más a menudo hacen más que cualquier cambio en el modelo.
Velocidad: acabado y adhesión
La velocidad de impresión cambia rendimiento por calidad. Imprimir más rápido le da al plástico menos tiempo para unirse y menos tiempo para depositarse limpio, así que las impresiones rápidas muestran paredes más rugosas y peor adhesión entre capas. Dos sitios donde bajar a propósito: la primera capa, que siempre debería ir a paso de tortuga por la adhesión (ver Primera capa y adhesión a la cama), y las geometrías finas y altas que se bambolean si el cabezal las azota al pasar. Todo lo demás puede ir al ritmo del preajuste.
| Lo que quieres | Ajuste | Nota |
|---|---|---|
| Curvas más suaves / detalle fino | Altura de capa más fina | 0,1–0,15 mm; más lento |
| Impresión más rápida, el acabado da igual | Altura de capa más gruesa | 0,3 mm; piezas macizas |
| Pieza más fuerte | Más paredes (perímetros) | Antes que el relleno, siempre |
| Detener las grietas por línea de capa | Mayor temperatura | Dentro del rango del filamento |
| Sostener caras superiores planas | Un poco más de relleno | El 15–20 % suele bastar |
| Primera capa más limpia | Velocidad lenta en la primera capa | La adhesión vive aquí |
Cinco ajustes, cada uno atado a una decisión ya horneada en tu geometría. Aprende cómo te responden y el laminador deja de ser una caja negra.