Aligerado
Cada gramo de plástico es tiempo de impresión, coste de filamento y — en cualquier cosa que se mueva — masa desperdiciada. El aligerado es el oficio de quitar material de una pieza manteniendo la rigidez que necesitas. El error es hacerlo con el deslizador del relleno. Las victorias vienen de la geometría: dónde se sitúa el material importa mucho más que cuánto hay.
Las paredes ganan al relleno, otra vez
La mayor parte de la rigidez de una pieza vive en sus paredes exteriores, no en su núcleo (ver Paredes, perímetros y relleno). Así que el primer movimiento de aligerado es contraintuitivo: añade un perímetro y baja el relleno. Una pieza con tres paredes al 10% de relleno suele ser más rígida y más ligera que la misma pieza con dos paredes al 40%. Has movido plástico del centro muerto, donde hace poco, a la cáscara, donde resiste la flexión.
Cuando sí necesites soporte interno para las capas superiores, elige el patrón de relleno deliberadamente:
- Giroide — rígido en todas las direcciones (isótropo), sin eje débil, imprime rápido. La opción por defecto para piezas que se cargan desde ángulos raros.
- Cúbico — también bastante isótropo, ligeramente más rígido por gramo, bueno para piezas que toman carga real.
- Rejilla / líneas — barato y rápido pero rígido solo en dos direcciones. Bien para piezas que sobre todo necesitan sostener sus capas superiores.
Vacíalo en cáscara
Un cuerpo CAD "macizo" es macizo porque lo modelaste así, no porque necesite serlo. El vaciado — ahuecar el interior para dejar una cáscara uniforme — elimina la masa muerta del centro mientras la piel portante se queda en su sitio. Un saliente macizo de 30 mm vaciado a una pared de 2 mm pierde la mayor parte de su peso y casi nada de su rigidez, porque las fibras exteriores hacen el trabajo en flexión.
Dos precauciones al vaciar:
- Deja la cáscara con un número entero de anchos de línea de espesor para que se imprima como perímetros limpios.
- Un hueco totalmente cerrado atrapa aire sin curar y puede necesitar un pequeño agujero de drenaje / ventilación para que el laminador no lo rellene y para que la resina o el soporte atrapado puedan escapar en otros procesos.
Un nervio gana a un kilo de relleno
El número más útil del aligerado: la rigidez a flexión escala con el cubo de la altura de la sección. Duplica lo alta que es una sección y se vuelve ocho veces más rígida. Por eso un nervio fino puesto de canto aplasta al relleno en términos de rigidez por gramo — el nervio pone material lejos del eje de flexión, donde la ley del cubo lo premia, mientras que el relleno lo embadurna inútilmente cerca del centro.
Así que cuando una pieza aligerada sigue flexando, no vuelvas a echar relleno. Añade un nervio o dos. Un nervio de 0,9 mm, 8 mm de alto, a menudo hace más que subir el relleno del 10% al 50% en toda la pieza — por una fracción del plástico y del tiempo.
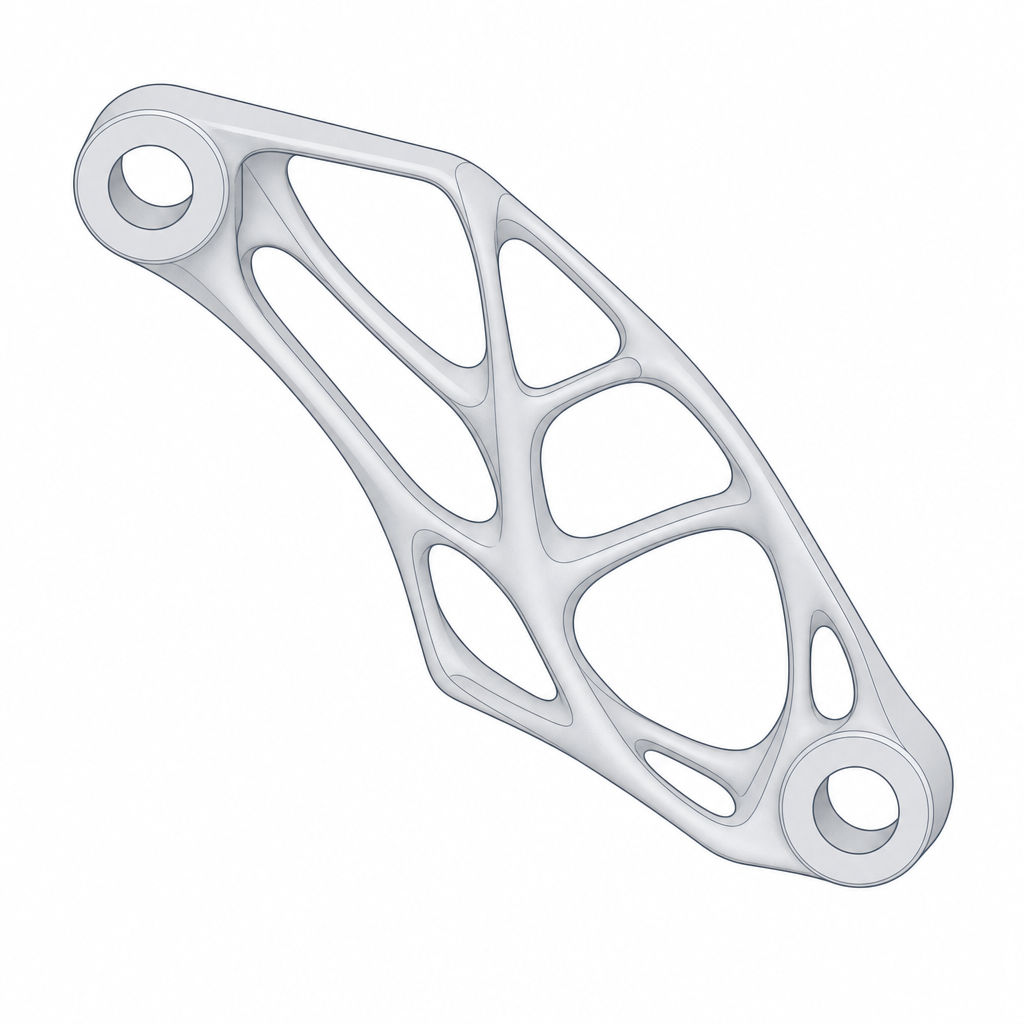
Pon material solo donde está la tensión
El objetivo final del aligerado es dejar plástico exactamente donde fluye la carga y en ningún otro sitio — el aspecto orgánico y ramificado que ves en las escuadras optimizadas. No puedes calcular eso a ojo de forma fiable. Pasa la pieza por Una comprobación rápida de tensiones con FEA, mira qué regiones están apenas tensionadas y recórtalas; engrosa las trayectorias brillantes, muy tensionadas.
Trabaja el bucle: aligera, simula, aligera de nuevo. Empieza conservador, quita material donde el análisis diga que puedes, y para cuando el mapa de tensiones se llene de forma uniforme. Una pieza diseñada así es más ligera, más barata y más rápida de imprimir que una que adivinaste — y es igual de fuerte donde cuenta.