Layer adhesion and anisotropy
An FDM part is not one solid lump of plastic. It is a stack of beads, laid down hot and welded to the layer below as they cool. That weld is never as strong as the plastic itself, and that single fact is the highest-leverage strength decision you make on the whole part. Orientation and overhangs introduced the idea — that strength follows the layers. Here is the why, the numbers, and what to do about it.
Why the Z direction is weak
Inside a single layer the nozzle drags a continuous, molten bead — the polymer chains tangle and flow together, so along the bead you are pulling on near-solid plastic. Between layers it is different. The previous layer has already cooled below the temperature where chains can diffuse across the boundary. The new bead lands, reheats it a little, and a partial weld forms. Partial is the key word.
Measured pull-tests on PLA put the Z (inter-layer) strength at roughly 50–70% of the in-plane strength. A bracket that holds 40 kg with the load running along the layers might let go at 25 kg if you flip the same load to peel the layers apart. The shape is identical; only the direction of the grain changed.
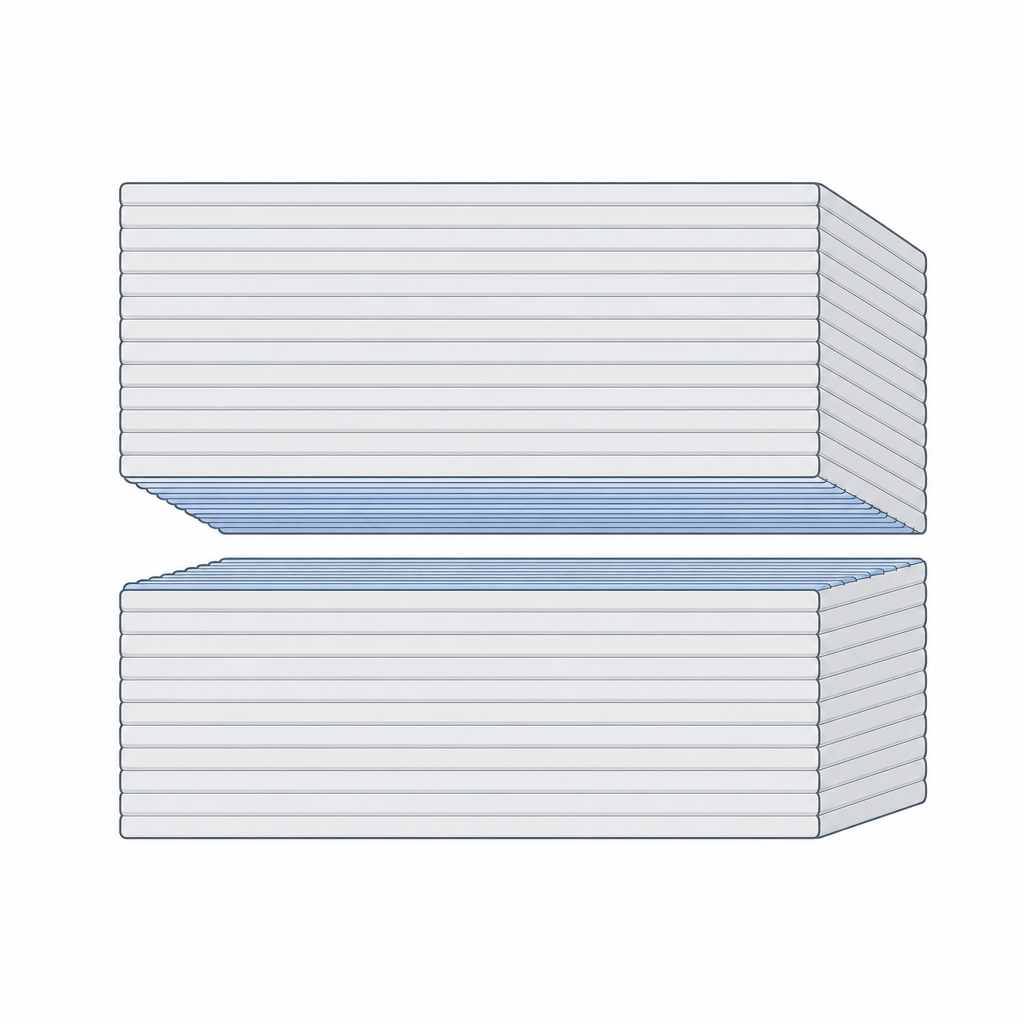
The plywood you keep printing
Think of every printed part as plywood. Plywood is fantastically strong in the plane of the sheet and splits embarrassingly easily if you try to pry the plies apart. Your prints behave the same way: stiff and tough across a layer, weak through the stack.
So the design move is to run the expected load along the layers, never across them. A hook hung in its print plane pulls along the grain; the same hook printed lying flat peels the layers at the inside of the curve and snaps at a fraction of the load. A drone arm printed standing up takes a bending load across its weakest plane; printed lying along the bed, the bending runs through solid in-plane material.
Print temperature is a strength dial
Inter-layer bonding is a thermal process: the hotter the incoming bead, the more it reheats the layer below and the better the chains diffuse across. Within a material's safe range, a higher nozzle temperature buys real Z strength — often 10–20% going from the cool end to the hot end of PLA's window. The cost is droopier overhangs and more stringing, so dial it up on parts where strength beats finish.
Two more levers help the weld:
- Slow down. A bead that sits a moment longer keeps the interface hot.
- Turn the part cooling fan down (PLA) or off (PETG/ABS). Aggressive cooling freezes the bond before it forms. ABS wants an enclosure for the same reason — drafts kill the weld and split the layers.
Annealing is a last resort, not a plan
Heat-treating a finished PLA or PETG part above its glass transition lets the polymer crystallise further and can lift strength and heat resistance noticeably. It also shrinks and warps the part — typically 1–3%, rarely uniform. You cannot anneal your way out of a part that needs tight tolerances, and you cannot rescue a part oriented the wrong way: annealing helps the in-plane plastic more than the weak welds.
Reach for it only when you have already oriented for the load, added enough walls (see Walls, perimeters and infill), and still need more. The honest fix for anisotropy is geometric: orient the grain, then add material where the stress is — not a post-process you bolt on at the end.